

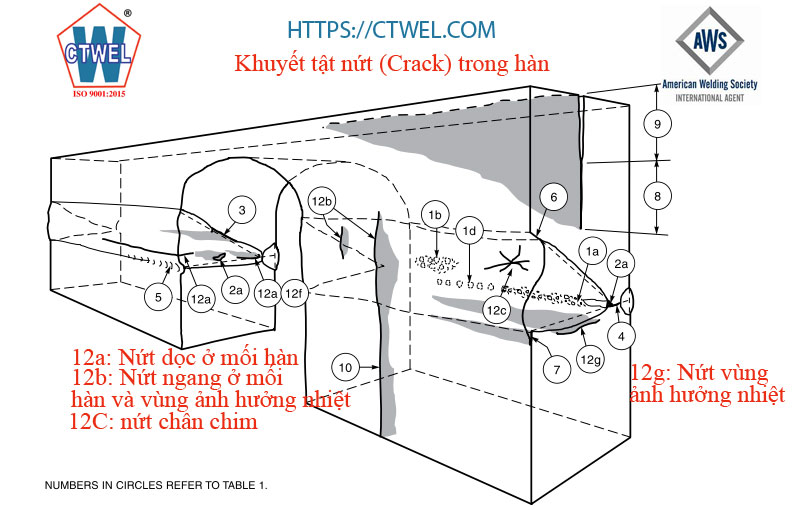
Khuyết tật nứt (Crack) trong hàn
Trong quá trình hàn, khuyết tật nứt mối hàn (crack) là một trong những vấn đề nghiêm trọng nhất, ảnh hưởng trực tiếp đến chất lượng và độ bền của mối hàn. Bài viết này sẽ tập trung vào phân loại nứt theo nứt nóng và nứt lạnh, đồng thời phân tích nguyên nhân, ảnh hưởng và biện pháp phòng tránh để giúp bạn hiểu rõ hơn về vấn đề này.
Khuyết tật nứt - crack là gì?
Nứt trong mối hàn là một trong những khuyết tật nghiêm trọng nhất, biểu hiện dưới dạng các vết đứt gãy trên bề mặt hoặc bên trong mối hàn. Các vết nứt này có thể có kích thước và hình dạng khác nhau, từ những vết nứt nhỏ, khó nhìn thấy bằng mắt thường đến những vết nứt lớn, có thể gây ra phá hủy đột ngột cho mối hàn. Nứt có thể xuất hiện ở nhiều vị trí khác nhau của mối hàn, bao gồm kim loại hàn, vùng ảnh hưởng nhiệt (HAZ) và kim loại cơ bản.
Phân loại nứt mối hàn
Nứt mối hàn có thể được phân loại dựa trên thời điểm xuất hiện và cơ chế hình thành, chủ yếu chia thành hai loại:
- Nứt nóng (Hot crack): Xuất hiện trong quá trình kết tinh của kim loại hàn, thường ở nhiệt độ cao (trên 1000°C).
- Nứt lạnh (Cold crack): Xuất hiện sau khi mối hàn đã nguội, thường ở nhiệt độ thấp (dưới 200°C), có thể sau vài giờ hoặc vài ngày sau khi hàn.
Nứt nóng (Hot crack)
- Đặc điểm: Nứt nóng thường xuất hiện dọc theo ranh giới hạt hoặc trong vùng kim loại hàn, có hình dạng không đều, ngoằn ngoèo.
- Nguyên nhân:*
- Thành phần hóa học của kim loại hàn không phù hợp.
- Tốc độ nguội quá nhanh.
- Ứng suất dư cao.
- Ảnh hưởng: Nứt nóng làm giảm độ bền và độ dẻo của mối hàn, có thể gây ra phá hủy đột ngột.
Nứt lạnh hay nứt nguội (Cold crack)
- Đặc điểm: Nứt lạnh thường xuất hiện ở vùng ảnh hưởng nhiệt (HAZ) hoặc kim loại cơ bản, có hình dạng thẳng, mảnh.
- Nguyên nhân nứt lạnh hay nứt nguội
- Ứng suất dư cao.
- Sự khuếch tán của hydro vào vùng HAZ.
- Cấu trúc kim loại không phù hợp.
- Ảnh hưởng: Nứt lạnh có thể phát triển theo thời gian, gây ra phá hủy chậm trễ nhưng nguy hiểm.
Biện pháp phòng tránh nứt.
Để giảm thiểu nguy cơ nứt mối hàn, cần lưu ý các điểm sau:
- Lựa chọn vật liệu hàn phù hợp: Sử dụng vật liệu hàn có thành phần hóa học phù hợp với kim loại cơ bản.
- Kiểm soát quá trình hàn: Điều chỉnh tốc độ hàn, cường độ dòng điện và nhiệt độ hàn để kiểm soát tốc độ nguội.
- Giảm ứng suất dư: Sử dụng các biện pháp như gia nhiệt trước, gia nhiệt sau hàn để giảm ứng suất dư.
- Xử lý bề mặt: Làm sạch bề mặt kim loại cơ bản trước khi hàn để loại bỏ các tạp chất.
- Kiểm tra chất lượng mối hàn: Kiểm tra chất lượng mối hàn bằng mắt thường, phương pháp không phá hủy (NDT) để phát hiện sớm các vết nứt.
- Gia nhiệt mối hàn Preheating: Với các mối hàn có chiều dày lớn cần phải gia nhiệt trước khi hàn. Nhiệt độ gia nhiệt mối hàn được quy định cụ thể trong các tiêu chuẩn về hàn của AWS, ISO. Có thể gia nhiệt trước khi hàn bằng khò hoặc hiết bị gia nhiệt mối hàn có thể liên hệ Mr. Lập: 0987622004
- Xử lý nhiệt mối hàn - Post weld heat treatment: Với những kim loại có bản đặc biệt như P91 thì yêu cầu xử lý nhiệt sau hàn là bắt buộc. Để thực hiệp xử lý nhiệt mối hàn thướng sử dùng Gas hoặc điện để tìm hiểu thêm về thiết bị xử lý nhiệt mối hàn liên hệ: Mr. Lập: 0987622004
Tiêu chuẩn chấp nhận về khuyết tật nứt
Trong các tiêu chuẩn về hàn thường các khuyết tật về nứt được xác định là khuyết tật phải sửa dù cho phát hiện kích thước khuyết tật là bao nhiêu mm. Do ảnh hưởng rất lớn đến chất lượng mối hàn nên việc phát hiện ghi nhận khuyết tật nứt là điều cần thiết trong tất cả các hệ thống kiểm soát chất lượng về hàn.
Kết luận về khuyết tật nứt trong mối hàn
Nứt mối hàn là một vấn đề nghiêm trọng trong hàn, có thể gây ra những hậu quả đáng tiếc. Việc hiểu rõ nguyên nhân, ảnh hưởng và biện pháp phòng tránh cho từng loại nứt sẽ giúp bạn giảm thiểu nguy cơ xảy ra khuyết tật này, từ đó đảm bảo chất lượng và độ bền của mối hàn.
Hy vọng bài viết này hữu ích cho bạn! Nếu bạn có bất kỳ câu hỏi nào, đừng ngần ngại liên hệ với CTWEL để được tư vấn và hỗ trợ.
