

Quy trình hàn 6G theo tiêu chuẩn quốc tế
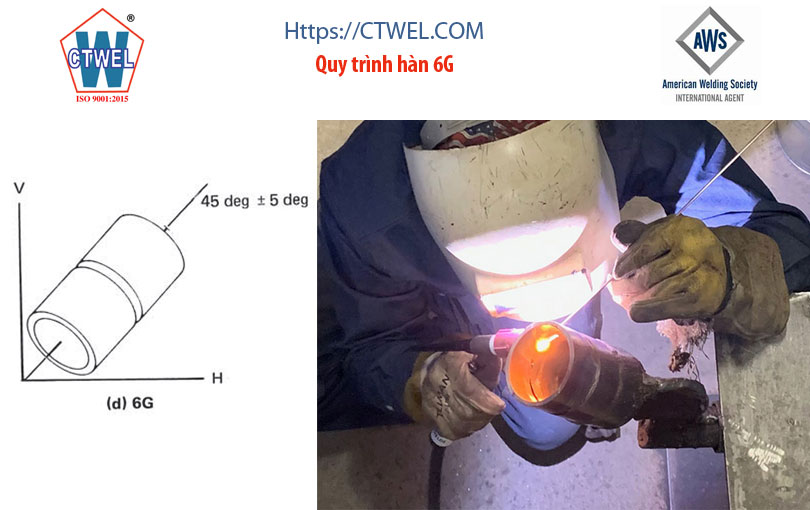
Quy trình hàn 6G là quy trình hàn được thiết lập ở Vị trí hàn ống với góc nghiêng 45 độ không xoay, Khi hàn quy trình hàn 6G bằng tay thì phải giải quyết được các khó khăn trong quá trình chuyển đổi tư thế hàn liên tục từ hàn bằng đến hàn ngửa, Đặc điểm của quy trình hàn hàn 6G là khi đường kính ống càng nhỏ thì càng khó hàn.
Quy trình hàn ở vị trí 6G là như thế nào?
Quy trình hàn thiết lập cho phương pháp hàn ống cố định với góc đường tim của ống nghiêng là 45 độ.
Để thực hiện quy trình hàn 6G cần thêm rất nhiều thông số cơ bản khác như vật liệu hàn, Đường kính ống chiều dầy ống, Phương pháp hàn, tiêu chuẩn áp dụng... Để tìm hiểu chi tiết về ưu nhược điểm của từng thông số có thể tham khảo ở mục dưới.
Quy trình hàn 6G với phương pháp hàn que
Phương pháp hàn que hay hàn hồ quang tay là phương pháp hàn thường được áp dụng với các mối hàn ở vị trí 6G khi thực hiện ở công trường, Đặc điểm của phương pháp hàn que khi hàn ở vị trí 6G là khi hàn lớp hàn đáy khi vệ sinh không kỹ dễ dẫn đến tình trạng lẫn sỉ trong mối hàn, Hoặc khi thợ hàn khống chế hồ quang không tốt sẽ gây thủng đáy đẫn tới độ lồi đáy không đạt yêu cầu.
Quy trình hàn 6G với phương pháp hàn TIG
Với phương pháp hàn TIG có ưu điểm ở các lớp hàn lót đáy với chiều dài hồ quang ổn định nên sẽ hạn chế các khuyết tật lẫn sỉ trong mối hàn và độ lồi đáy sẽ đạt yêu cầu hơn. Nhưng hàn TIG cũng có những nhược điểm của nó như năng suất hàn thấp, Khi thực hiện những lớp hàn điền đầy hay lớp phủ thì sẽ gây mất thời gian làm giảm năng suất lao động. Trong quá trình hàn phần khí bảo vệ cũng rất quan trọng, Với lớp lót đáy yêu cầu phải xông khí bảo vệ trong lòng ống.
Quy trình hàn 6G lót TIG phủ điện
Để hạn chế các nhược điểm của hai phương pháp hàn hồ quan tay và hàn TIG, Thường trong thực tế sẽ sử dụng hàn TIG để hàn lớp lót đáy, Các mối hàn điền và hàn phủ sẽ thực hiện bằng phương pháp hàn hồ quang điện.
Quy trình hàn 6G bằng phương pháp hàn Bán tự động.
Phương pháp hàn bán tự động lại chia ra làm hai phương pháp là hàn bán tự động với khí trơ, Và hàn bán tự động với khí CO2. Về đặc điểm của phương pháp hàn bán tự động nói chung thì hàn bán tự động sẽ cho năng suất hàn tốt hơn phương pháp hàn hồ quang tay và phương pháp hàn TIG. Việc hàn Bán tự động thì yêu cầu tay tay nghề thợ hàn tốt hơn với phương pháp bằng tay do kích thước mỏ hàn thường to hơn kích thước của que hàn. Hàn Bán tự động thích hợp với những ống có đường kính to.
Quy trình hàn 6G bằng phương pháp hàn MIG
Khi hàn bán tự động với khí bảo vệ là khí trơ thì chất lượng bảo vệ tốt hơn đồng nghĩa với chất lượng mối hàn tốt hơn. Chi phí thực hiện với khí hàn là khí trơ cũng cao hơn so với phương pháp hàn là sử dụng khí CO2.
Quy trình hàn 6G bằng phương pháp hàn MAG
Khi hàn bán tự động với khí bảo vệ là CO2 hoặc hỗn hợp với ưu điểm là chi phí rẻ hơn nhưng lại có nhược điểm là chất lượng mối hàn không thể tốt bằng khí bảo vệ là khí Trơ.
Quy trình hàn 6G bằng phương pháp hàn dây lõi thuốc - Flux core
Với Quy trình hàn dây lõi thuốc thì có thể chia ra 2 loại hàn dây lõi thuốc tự bảo vệ và hàn dây lõi thuốc cần khí bảo vệ. Hàn dây lõi thuốc cũng sẽ phát sinh các khuyết tật tương tự như hàn hồ quang tay khi mối hàn không được làm sạch sau khi hàn sẽ bị lẫn sỉ nhưng với ưu điểm của phương pháp hàn dây lõi thuốc là năng suất của phương pháp hàn là rất cao, Chất lượng bề mặt của phương pháp hàn Dây lõi thuốc được đánh giá là tốt. Nhưng so với phương pháp hàn bán tự động thì dây lõi thuốc có giá thành cao hơn.
Với phương pháp hàn dây lõi thuốc tự bảo vệ thì có ưu điểm là có thể thực hiện hàn ngoài công trường mà không yêu cầu khí bảo vệ, Lõi thuốc bảo vệ có thể tăng cường các loại hợp kim giúp tăng cường chất lượng của mối hàn.
Với phương pháp hàn dây lõi thuốc có khí bảo vệ thì tương tự như hàn bán tự động là vẫn phải bổ xung khí bảo vệ nhưng bù lại là chất lượng mối hàn sẽ tốt hơn và giảm bắn tóe tốt hơn. Việc hàn dây lõi thuốc có khí bảo vệ thường được dùng chế tạo trong xưởng.
Quy trình hàn 6G bằng Robot
Khi thực hiện mối hàn 6G bằng robot hàn thường chỉ áp dụng cho các dạng sản xuất khối lớn khi mà các chi tiết sẽ lặp lại và có cấu hình tương tự. Quy trình hàn 6G bằng Robot sẽ có ưu điểm là chất lượng hàn đồng đều khi được lập trình tốt, Nếu sảy ra sai sót sẽ là sai cả loạt do việc lập trình là giống nhau. Hàn Robot sẽ không yêu cầu tay nghề thợ hàn cao mà chỉ cần nhân viên vận hành robot hiểu về lập trình hoặc thông tin cơ bản về hàn.
Mối hàn thực hiện bằng Robot yêu cầu các nhà máy chế tạo phải có sẵn thiết bị robot hàn với chi phí đầu tư thường là cao hơn rất nhiều các thiết bị hàn thông thường.
Quy trình hàn 6G bằng laser
Phương hàn laser được áp dụng trong thực tế tại Việt Nam hiện tại thường là cho các mối hàn có chiều dày nhỏ. Với nguồn hàn Laser công xuất thấp thì giá thành đầu tư đang giảm dần theo thời gian, Phương pháp hàn laser khi thực hiện hàn các ống có chiều dày nhỏ phù hợp hơn. Việc ứng dụng hàn laser cho các vật liệu khó hàn như thép không rỉ , Titan cũng là một ưu điểm của phương pháp hàn.
Quy trình hàn 6G bằng hàn dưới lớp thuốc
Thường thì phương pháp hàn dưới lớp thuốc không được áp dụng cho phương pháp hàn 6G. Do đặc điểm của phương pháp thì thuốc hàn phải nằm trên bề mặt để bảo vệ mối hàn. Nhưng khi hàn ở vị trí trần của mối hàn thì không thể giữ được thuốc hàn.
Quy trình hàn 6G vật liệu thép cacbon
Với vật liệu thép cácbon là vật liệu có tính hàn tốt, hầu hết các phương pháp hàn sẽ được sử dụng để hàn vật liệu thép các bon. Tùy theo đặc điểm về thiết bị và vị trí hàn chúng tôi có thể tư vấn cho quý khách phương pháp hàn phù hợp nhất.
Quy trình hàn 6G vật liệu thép không rỉ
Với ứng dụng đa dạng của vật liệu thép không rỉ trong ngành hóa chất, thực phẩm, y tế, công nghiệp lọc hóa dầu... ngày này thép không rỉ được áp dụng để chế tạo rất nhiều chi tiết ống công nghệ sử dụng thép không rỉ.
Với đặc điểm của thép không rỉ là một loại thép có tính hàn tương đối khó hơn so với hàn thép cacbon thì phương pháp hàn và phương án sử dụng sẽ đặc biệt hơn. Thường trong thực tế sản xuất phương pháp hàn TIG sẽ được áp dụng nhiều khi hàn thép không rỉ.
Các bước thiết lập quy trình hàn WPS 6G tại CTWEL
Bước 1- Tiếp nhận thông tin đầu vào. Các thông tin đầu vào của mối hàn 6G được tiếp nhận bởi các thông tin cơ bản ở phần trên.
Bước 2- Xác định số lượng quy trình hàn 6G cần lập để thỏa mãn yêu cầu của dự án hoặc công việc cụ thể.
Bước 3- Lập bản quy trình hàn 6G sơ bộ
Bước 4- Cung cấp thông tin với khách hàng và xác định vai trò từng bên trong việc xây dựng quy trình hàn 6G.
Bước 5- Chạy quy trình hàn 6G
Bước 6- Thử nghiệm đánh giá quy trình hàn 6G
Bước 7- Lập và phê duyệt quy trình hàn 6G
CTWEL là một trong những đơn vị uy tín trong lĩnh vực đào tạo và cung cấp dịch vụ về hàn tại Việt Nam. Quy trình hàn tại CTWEL được xây dựng dựa trên các tiêu chuẩn quốc tế và được các kỹ sư hàn giàu kinh nghiệm xây dựng.
Để CTWEL có thể hỗ trợ quý khách hàng tốt hơn vui lòng liên hệ với chúng tôi theo thông tin dưới đây:
Tổng giám đốc: Lê Huy Cẩm (Mr)- Mobile: 0903212070 - Email: camlh@ctwel.com
Phụ trách kỹ thuật: Hoàng Văn Nhuần (Mr)- Mobile: : 0902556188 - Email: nhuanhv@ctwel.com
Phụ trách kinh doanh: Phạm Thị Phấn (Mrs) - Mobile:: 0984-435-036 - Email: phanpt@ctwel.com
Văn phòng Hồ Chí Minh:
Phạm Chí Công (Mr.) - Mobile : 0917 752 088 - Email: congpc@ctwel.com
Văn phòng tại Mỹ :
Le Hoang Son (Mr.)- Mobile : +1 682 683 8928 Email: sonle@ctwel.com
