

Quy trình hàn tấm mỏng theo tiêu chuẩn AWS D1.3
Các sản phẩm chế tạo từ thép mỏng như tủ điện, ô tô, xe máy thường gặp các thách thức về chất lượng thực hiện công việc hàn. Các thợ hàn có kinh nghiệm thì gặp vấn đề về thủng đáy hoặc không ngấu. Để giải quyết các vấn đề về chất lượng đó thì thường các công ty sẽ thực hiện thử nghiệm quy trình hàn tấm mỏng để xác định đúng phương pháp hàn đạt chất lượng thông qua các thử nghiệm thực tế.
Tiểu chuẩn AWS D1.3 cũng là một tiêu chuẩn cụ thể có thể áp dụng thiết lập quy trình hàn cho tấm mỏng với những quy định cụ thể.
Phạm vị quy trình hàn theo tiêu chuẩn AWS D1.3
Các quy trình hàn theo tiêu chuẩn AWS D1.3 áp dụng các kết cấu thép dạng tấm và thép hình (Welding hollow structural section HSS)
Với vật liệu dạng tấm thì chiều dày áp dụng là bằng hoặc nhỏ hơn 5mm.
Với dạng vật liệu thép hình thì chiều dày nhỏ hơn 3mm.
Quy trình hàn theo tiêu chuẩn AWS D1.3 áp dụng cho phương pháp hàn nào?
Quy trình hàn AWS D1.3 cho hàn hồ quang tay- SMAW
Hàn hồ quang tay (SMAW - Sheilded metal arc welding ) Là phương pháp hàn phổ biến và lâu đời, Phương pháp hàn hồ quang tay khi thực hiện với tấm mỏng sẽ cần thợ hàn có kỹ năng hàn tốt và thực hiện tốt nhất ở tư thế hàn đứng.
Hàn hồ quang tay có một ưu điểm cơ bản là thiết bị hàn rẻ và phổ biến. Vật liệu hàn mua bán dễ dàng nên không phải chờ đợi đặt hàng và phù hợp giải quyết mục đích gấp. Với những số lượng mối hàn tối thiểu hoặc ít thì hàn hồ quang tay là một lựa chọn tốt.
Hàn hồ quang tay cũng mang trong nó những nhược điểm cố hữu là năng suất hàn không cao, Hao phí vật liệu hàn cao. Với những nhà máy chế tạo với khối lượng sản phẩm lớn thì phương pháp hàn hồ quang tay sẽ mang lại hiệu quả thấp hơn. Hàn hồ quang tay thường áp dụng với mối hàn đính, gá gép.
Khi hàn hồ quang tay cần hàn nhịp ngắn và tốc độ hàn cao để tránh thủng vật liệu cơ bản và có thểm tham khảo kỹ thuật hàn tấm mỏng.
Quy trình hàn AWS D1.3 cho hàn bán tự động- GMAW
Hàn bán tự động hay hàn MIG MAG ( GMAW Gas metal arc welding) là quá trình hàn mà việc tự động hóa một phần bằng bộ đẩy dây tự động. Việc cấp dây tự động đã giúp thợ hàn chỉ còn phải thực hiện chuyển động hàn mà không phải thực hiện chuyển động bù que hàn.
Hàn bán tự động sẽ được bảo vệ bởi khí bảo vệ là khí trơ hoặc khí CO2. Do yêu cầu phải bảo vệ mối hàn và dẩy dây tự động thì thiết bị hàn sẽ phức tạp hơn so với phương pháp hàn hồ quang tay.
Ưu điểm của hàn bán tự đông là năng suất hàn cao, hao phí vật liệu hàn ít hơn hồ quang tay. Phương pháp hàn bán tự động phù hợp với các nhà máy sản xuất khối lượng lớn yêu cầu năng suất hàn cao.
Nhược điểm của hàn bán tự động là việc đầu tư thiết bị đắt hơn, Chi phí bảo dưỡng sửa chữa cao hơn. Việc vật liệu hàn sẽ khó mua hơn so với hàn hồ quang tay. Vật liệu hàn không được bổ xung các nguyên tố luyện kim giúp nâng cao chất lượng mối hàn như thuốc bọc que hàn.
Với phương pháp hàn bán tự động khi hàn tấm mỏng có những thiết bị chuyên biệt với dạng xung giúp giảm thiểu cháy thủng vật liệu cơ bản.
Quy trình hàn AWS D1.3 cho hàn dây lõi thuốc- FCAW
Hàn dây lõi thuốc - FCAW Flux cored arc welding giống phương pháp hàn bán tự động nhưng dây hàn có lõi thuốc hàn.
Trong phương pháp hàn lõi thuốc chia làm 2 nhóm nhỏ là hàn lõi thuốc có khí bảo vệ và hàn lõi thuốc không có khí bảo vệ.
Hàn lõi thuốc không có khí bảo vệ thì vật liệu hàn sẽ đắt và không phải sử dụng khỉ bảo vệ mối hàn, Hàn không có khí bảo vệ phù hợp với các công tác hàn ngoài hiện trường yêu cầu năng suất hàn cao nhưng việc bảo vệ vùng hàn khó khăn và yêu cầu thiết bị hàn đơn giản hơn.
Hàn lõi thuốc có khí bảo vệ thì vật liệu hàn sẽ rẻ hơn hàn có khí bảo vệ nhưng vẫn đắt hơn vật liệu hàn bán tự động. Hàn lõi thuốc có khí bảo vệ có ưu điểm là giảm bắn téo so với hàn bán tự động, Bề mặt mối hàn đẹp hơn so với hàn bán tự động.
Tương tự như hàn bán tự động thiết bị hàn xung vẫn được áp dụng với những ưu điểm về tránh được hiện tượng thủng vật liệu cơ bản.
Quy trình hàn AWS D1.3 cho hàn TIG- GTAW
Phương pháp hàn TIG - Gas Tungsten arc Welding (GTAW) là phương pháp hàn với khí bảo vệ là khí trơ và chiều dài hồ quang ổn định. Phương pháp hàn TIG với đặc điểm chiều dài hồ quang ổn định sẽ giúp quản lý tốt năng lượng hàn giúp giảm thiếu việc cháy thủng kim loại cơ bản.
Quy trình hàn TIG có thể bao gồm 2 cách thức là hàn TIG có sử dụng vật liệu bù và hàn TIG không sử dụng vật liệu bù.
Ưu điểm của quá trình hàn TIG là chất lượng mối hàn tốt hơn so với hàn hồ quang tay hoặc hàn bán tự động nhưng nó cũng có những yếu điểm như tốc độ hàn, năng suất hàn thấp.
Quy trình hàn AWS D1.3 cho hàn dưới lớp thuốc- SAW
Phương pháp hàn dưới lớp thuốc SAW Submerged arc welding là phương pháp hàn năng suất cao sử dụng dòng điện hàn lớn với lớp thuốc bảo vệ riêng biệt có thể sử dụng lại.
Hàn dưới lớp thuốc có ưu điểm là năng suất hàn cao nhưng cũng có nhược điểm là chỉ hàn được những vị trí hàn nằm ngang do đặc điểm của phương pháp hàn là sử dụng thuốc hàn riêng biệt rất khó bảo vệ ở vị trí hàn đứng hoặc ngửa.
Với việc ứng dụng trong hàn tấm mỏng thì phương pháp hàn dưới lớp thuốc ít được áp dụng hơn do năng lượng hàn cao. Thường áp dụng với những yêu cầu sản xuất đặc biệt cần năng suất cao.
Quy trình hàn AWS D1.3 cho hàn laser, hàn chùm tia điện tử
Trong quy định của tiêu chuẩn AWS D1.3 thì các phương pháp hàn khác cũng có thể áp dụng để sử dụng để thực hiện.
Trong thực tế các phương pháp hàn Laser, hàn chùm tia điện tử đang được áp dụng ngày càng nhiều hơn. Có thể tham khảo hàn thêm tại quy trình hàn laser
Quy trình hàn tấm mỏng theo tiêu chuẩn AWS D1.3 được thử nghiệm thế nào?
Với đặc điểm của chiều dày mỏng của vật liệu cơ bản thì tiêu chuẩn có quy định thử nghiệm chi tiết cho từng dạng mối hàn
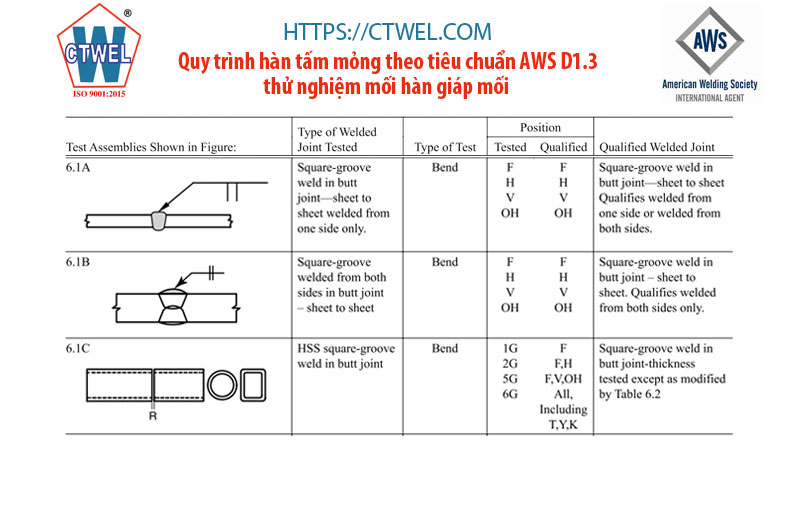
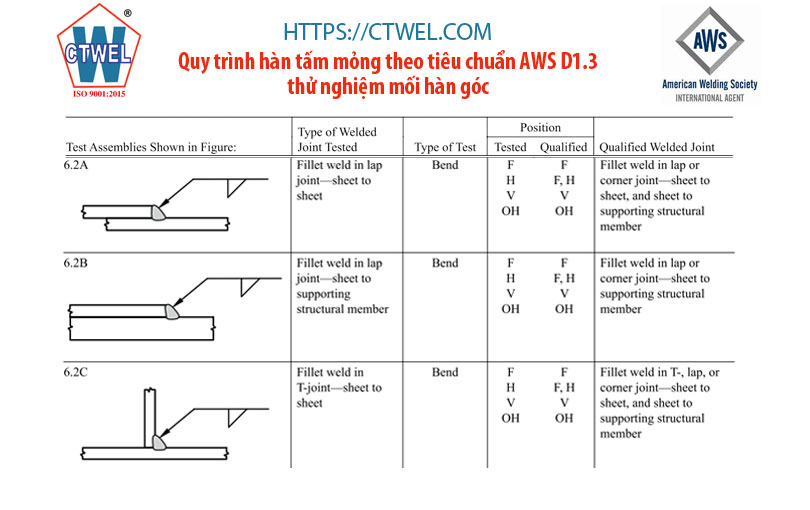
Thử nghiệm mối hàn giáp mối và mối hàn góc theo tiêu chuẩn AWS D1.3
Mối hàn giáp mối và mối hàn góc khi hàn tấm mỏng thường thì sẽ hàn một lớp hoặc 2 lớp hàn.
Khi quy trình hàn tấm mỏng được kiểm tra ở vị trí hàn nào thì thường được chứng nhận quy trình hàn ở vị trí đó. Nhưng với mối hàn HSS thì việc chứng nhận nhiều hơn, có thể tham khảo hình dưới để có thêm thông tin.
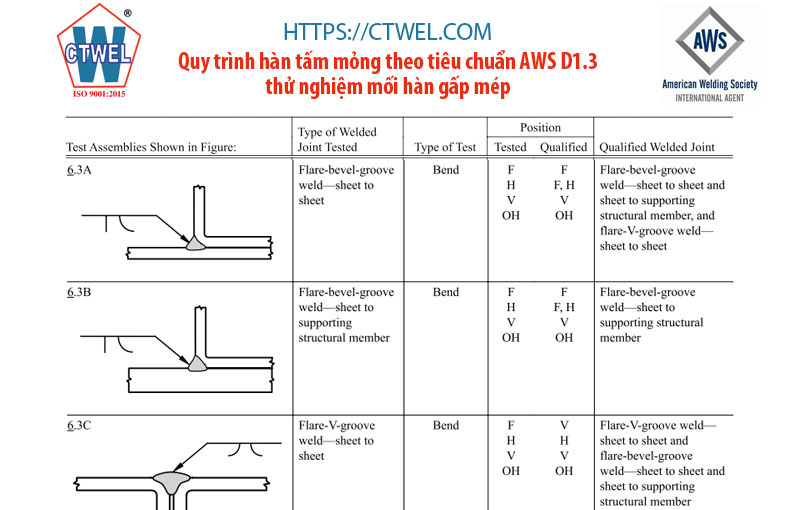
Thử nghiệm mối hàn gấp mép theo tiêu chuẩn AWS D1.3
Mối hàn gấp mép là mối hàn đặc trưng khi hàn tấm mỏng. Quá trình hàn sẽ tối ưu hơn khi mép hàn được gập để hạn chế cháy thủng kim loại cơ bản.
Việc hàn gấp mép có 3 dạng theo như hình dưới là gấp mép giữa tấm và tấm, Gấp mép giữa tấm và tấm tăng cường Supporting, Gấp mép chữ V giữa tấm và tấm.
Việc thử nghiệm mối hàn gấp mép là thử uốn.
Các vị trí hàn thường chỉ được chứng nhận cho vị trí thử của nó do đặc điểm của riêng biệt của tấm mỏng.
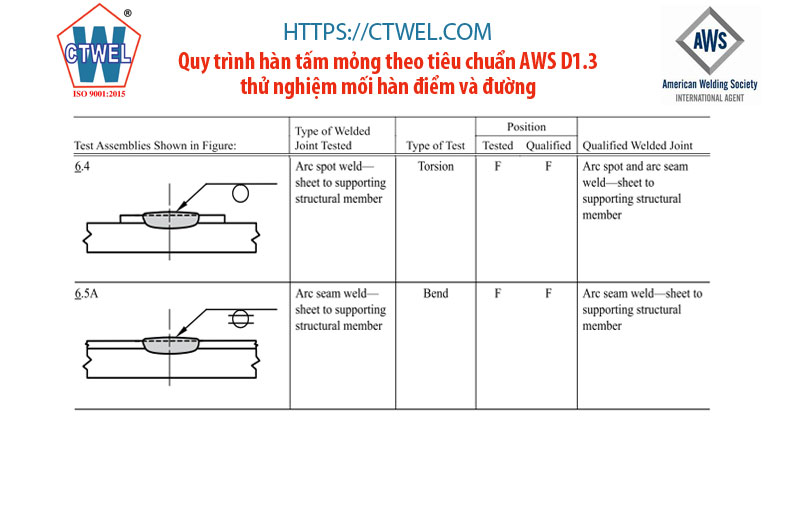
Thử nghiệm mối hàn điểm và đường theo tiêu chuẩn AWS D1.3
Mối hàn điểm và đường cũng là mối hàn đặc trưng khi hàn tấm mỏng. Quá trình hàn sẽ tối ưu hơn khi mép hàn được gập để hạn chế cháy thủng kim loại cơ bản.
Với mối hàn điểm cần phải thử nghiệm xoắn và chỉ thử nghiệm ở vị trí hàn flat.
Các bước thiết lập quy trình hàn tấm mỏng theo tiêu chuẩn AWS D1.3 WPS (Welding Procedure Specification) tại CTWEL
Bước 1- Tiếp nhận thông tin đầu vào của quy trình hàn tấm mỏng theo tiêu chuẩn AWS D1.3
Bước 2- Xác định số lượng quy trình hàn cần lập tấm mỏng theo tiêu chuẩn AWS D1.3 để thỏa mãn yêu cầu của dự án hoặc công việc cụ thể.
Bước 3- Lập bản quy trình hàn tấm mỏng sơ bộ theo tiêu chuẩn AWS D1.3.
Bước 4- Cung cấp thông tin với khách hàng và xác định vai trò từng bên trong việc xây dựng quy trình hàn tấm mỏng theo tiêu chuẩn AWS D1.3.
Bước 5- Chạy quy trình hàn tấm mỏng theo tiêu chuẩn AWS D1.3
Bước 6- Thử nghiệm đánh giá quy trình hàn tấm mỏng theo tiêu chuẩn AWS D1.3
Bước 7- Lập và phê duyệt quy trình hàn tấm mỏng theo tiêu chuẩn AWS D1.3
CTWEL là một trong những đơn vị uy tín trong lĩnh vực đào tạo và cung cấp dịch vụ về hàn tại Việt Nam. Quy trình hàn tại CTWEL được xây dựng dựa trên các tiêu chuẩn quốc tế và được các kỹ sư hàn giàu kinh nghiệm xây dựng.
Để CTWEL có thể hỗ trợ quý khách hàng tốt hơn vui lòng liên hệ với chúng tôi theo thông tin dưới đây:
Tổng giám đốc: Lê Huy Cẩm (Mr)- Mobile: 0903212070 - Email: camlh@ctwel.com
Phụ trách kỹ thuật: Hoàng Văn Nhuần (Mr)- Mobile: : 0902556188 - Email: nhuanhv@ctwel.com
Phụ trách kinh doanh: Phạm Thị Phấn (Mrs) - Mobile:: 0984-435-036 - Email: phanpt@ctwel.com
Văn phòng Hồ Chí Minh:
Phạm Chí Công (Mr.) - Mobile : 0917 752 088 - Email: congpc@ctwel.com
Văn phòng tại Mỹ :
Le Hoang Son (Mr.)- Mobile : +1 682 683 8928 Email: sonle@ctwel.com
