

Khuyết tật lồi trong mối hàn giáp mối
Khuyết tật lồi trong mối hàn giáp mối là gì?
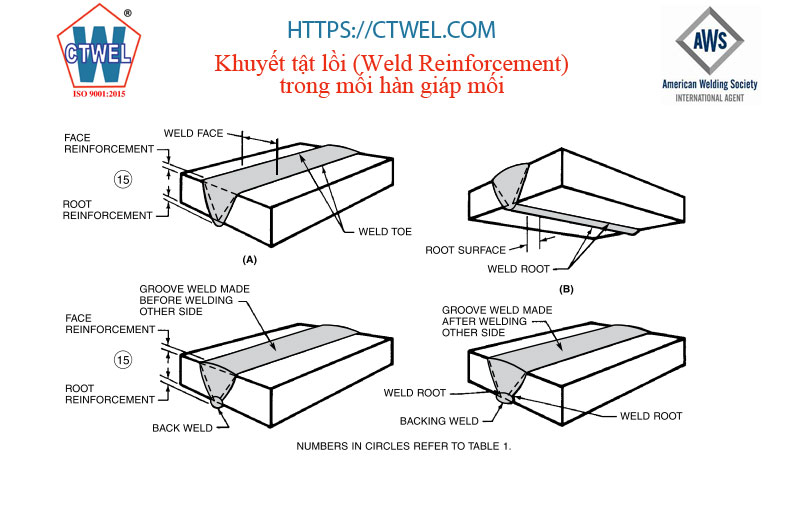
Khuyết tật lồi (Weld Reinforcement) là hiện tượng phần kim loại mối hàn nhô cao quá mức so với bề mặt vật liệu cơ bản. Mặc dù một lượng lồi nhất định là cần thiết để đảm bảo độ bền của mối hàn, nhưng nếu quá lớn, nó sẽ gây ra những vấn đề nghiêm trọng trong các liên kết chịu tải trọng động.
Nguyên nhân gây ra khuyết tật lồi
- Lượng kim loại điền đầy quá nhiều: Đây là nguyên nhân phổ biến nhất, thường xảy ra khi người thợ hàn sử dụng quá nhiều vật liệu hàn hoặc kỹ thuật hàn không phù hợp.
- Tốc độ hàn quá chậm: Khi tốc độ hàn chậm, kim loại nóng chảy sẽ tích tụ lại, dẫn đến hiện tượng lồi.
- Góc độ que hàn không đúng: Góc độ que hàn không phù hợp có thể làm cho kim loại nóng chảy tập trung tại một điểm, gây ra lồi.
- Dòng điện hàn không phù hợp: Dòng điện hàn quá thấp có thể dẫn đến việc kim loại nóng chảy không lan đều, gây ra lồi.
- Sự co ngót của kim loại: Trong quá trình nguội, kim loại hàn có thể co ngót không đều, dẫn đến lồi.
- Chia lớp hàn không đúng: Với các mối hàn giáp mối nhiều lớp. Việc thợ hàn chia lớp hàn không đúng dẫn tới lớp hàn gần bề mặt không đủ dẫn tớp phải hàn thêm đường hàn bổ xung gây ra độ lồi của mối hàn.
Ảnh hưởng của khuyết tật lồi
- Giảm độ bền mỏi: Lồi tạo ra các điểm tập trung ứng suất, làm giảm khả năng chịu tải của mối hàn, đặc biệt là trong các ứng dụng chịu tải trọng thay đổi.
- Gây nứt: Các điểm tập trung ứng suất do lồi có thể là nơi khởi phát các vết nứt, dẫn đến phá hủy mối hàn.
- Giảm khả năng chống ăn mòn: Lồi có thể tạo ra các khe hở, nơi nước và các chất ăn mòn có thể xâm nhập, làm giảm tuổi thọ của mối hàn.
- Ảnh hưởng đến thẩm mỹ: Lồi quá mức làm cho mối hàn trông không đẹp mắt, đặc biệt trong các ứng dụng yêu cầu tính thẩm mỹ cao.
Cách khắc phục khuyết tật lồi
- Kiểm soát lượng kim loại điền đầy: Sử dụng kỹ thuật hàn phù hợp để đảm bảo lượng kim loại điền đầy vừa đủ.
- Điều chỉnh tốc độ hàn: Duy trì tốc độ hàn ổn định, phù hợp với loại vật liệu và phương pháp hàn.
- Điều chỉnh góc độ que hàn: Đảm bảo góc độ que hàn phù hợp để kim loại nóng chảy lan đều.
- Điều chỉnh dòng điện hàn: Sử dụng dòng điện hàn phù hợp với loại vật liệu và đường kính que hàn.
- Mài bỏ phần lồi: Trong trường hợp lồi quá lớn, có thể sử dụng máy mài để loại bỏ phần lồi dư thừa.
- Lựa chọn phương pháp hàn phù hợp: Tùy vào vật liệu và yêu cầu kỹ thuật để lựa chọn phương pháp hàn phù hợp.
Kiểm tra và đánh giá mối hàn
- Kiểm tra bằng mắt thường: Quan sát kỹ lưỡng hình dạng mối hàn để phát hiện các khuyết tật lồi. Phương pháp kiểm tra bằng mắt thường với chi phí rẻ là phương pháp đầu tiên cần nghĩ đến để kiểm soát khuyết tật lồi.
- Kiểm tra bằng thước đo: Sử dụng thước đo chuyên dụng để đo chiều cao của phần lồi.
- Kiểm tra nội soi: Với các mối hàn ống có thể sử dụng nội soi để kiểm tra trong lòng ống.
- Kiểm tra không phá hủy (NDT): Sử dụng các phương pháp NDT như siêu âm, chụp X-quang để kiểm tra chất lượng mối hàn.
Sửa chữa mối hàn giáp mối có khuyết tật lồi.
Tùy thuộc vào từng ứng dụng của mối hàn, việc sửa chữa mối hàn được bắt đầu theo quy trình sau:
- Đánh dấu xác định đúng vị trí lồi vượt quá quy định của mối hàn.
- Loại bỏ phần lồi:
- Sử dụng phương pháp mài: với mối hàn độ lồi thấp có thể sửa chữa bằng phương pháp mài thông thường.
- Sử dụng phương pháp gia công: Với các mối hàn giáp mối độ lồi cao mà máy mày thông thường không sử lý được có thể phải sử dụng phương pháp gia công cơ khí như tiện, phay để loại bỏ phần mối hàn lồi.
- Sử dụng phương pháp gauge: Sử dụng mỏ gauge để loại bỏ mối hàn là phương pháp hay dùng với mối hàn độ lồi cao không phù hợp với gia công cơ khí hoặc ngoài hiện trường. Việc sử dụng phương pháp gauge thì phải có công tác mài và hàn sửa sau gauge.
- Kiểm tra lại công tác sửa.
