

Rỗ Khí Trong Hàn
Khuyết tật rỗ khí
Rỗ khí là một trong những khuyết tật phổ biến nhất trong quá trình hàn, ảnh hưởng đến chất lượng và độ bền của mối hàn. Rỗ khí là các lỗ trống hình thành do khí bị mắc kẹt trong kim loại nóng chảy khi nó đông đặc. Kích thước, hình dạng và sự phân bố của rỗ khí rất đa dạng, và việc phân loại chúng giúp ích rất nhiều trong việc xác định nguyên nhân và tìm ra biện pháp khắc phục.
Phân loại rỗ khí - Porosity trong hàn
Có nhiều cách phân loại rỗ khí, nhưng phổ biến nhất là dựa trên hình dạng và sự phân bố của chúng:
-
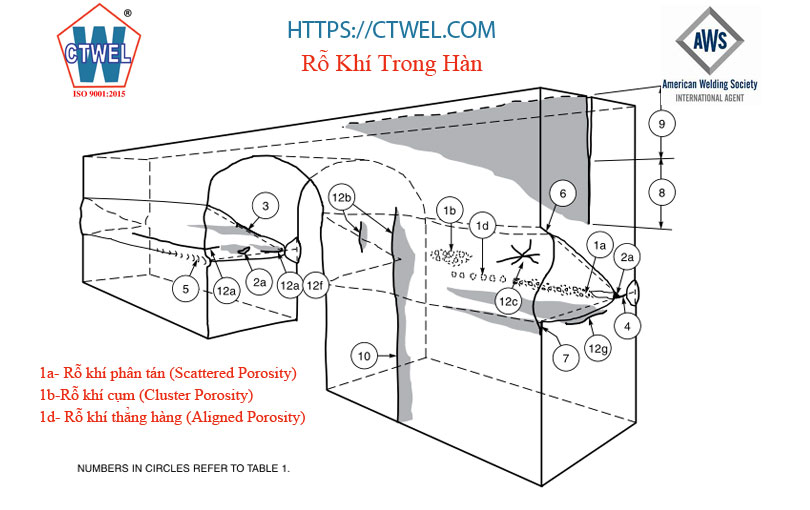
Rỗ khí phân tán (Scattered Porosity): Các lỗ khí nhỏ, phân bố ngẫu nhiên trong mối hàn. Đây là loại rỗ khí thường gặp nhất.
- Nguyên nhân rỗ khí phân tán: Có phân thành hai nguyên nhân chính là kỹ thuật hàn và vật liệu ( vật liệu hàn và vật liệu cơ bản). Thường do bề mặt vật liệu không sạch (dầu mỡ, bụi bẩn), vật liệu hàn bị ẩm, hoặc dòng điện hàn không ổn định.
-
Rỗ khí cụm (Cluster Porosity): Các lỗ khí tập trung thành từng cụm hoặc nhóm nhỏ.
- Nguyên nhân: Tương tự như rỗ khí phân tán, nhưng tập trung nguyên nhân nhiều ở vùng cụ thể, Việc làm sạch không tốt ở một vùng hàn trên bề mặt vật liệu hoặc do dòng khí bảo vệ không đều tại vị trí cụm đó (trong hàn MIG/MAG, TIG).
-
Rỗ khí dạng ống (Piping Porosity): Các lỗ khí dài, hẹp, có dạng ống hoặc kênh, thường kéo dài từ bề mặt vào sâu bên trong mối hàn.
- Nguyên nhân: Thường do tốc độ hàn quá nhanh, góc độ que hàn không đúng, hoặc do khí thoát ra từ kim loại cơ bản trong quá trình hàn.
-
Rỗ khí thẳng hàng (Aligned Porosity): Các lỗ khí nằm dọc theo một đường thẳng, thường song song với đường hàn.
- Nguyên nhân: Thường do sự dao động của hồ quang không ổn định hoặc do sự co ngót không đều của kim loại.
-
Rỗ khí kéo dài (Elongated Porosity): Các lỗ khí có hình dạng kéo dài, thường theo hướng vuông góc với bề mặt hàn.
- Nguyên nhân: Thường do sự thoát khí bị cản trở bởi tốc độ đông đặc nhanh của kim loại hoặc do sự tương tác giữa kim loại nóng chảy và thuốc hàn.
Ảnh hưởng của rỗ khí
- Giảm độ bền cơ học của mối hàn, đặc biệt là độ bền kéo và độ bền mỏi.
- Giảm khả năng chịu áp lực và tính kín khít của mối hàn (đặc biệt quan trọng trong các ứng dụng như đường ống dẫn khí hoặc chất lỏng).
- Gây ra các điểm tập trung ứng suất, làm tăng nguy cơ nứt gãy.
Biện pháp phòng tránh và giảm thiểu rỗ khí
- Chuẩn bị bề mặt kỹ lưỡng: Làm sạch bề mặt vật liệu hàn, loại bỏ dầu mỡ, bụi bẩn, gỉ sét.
- Sử dụng vật liệu hàn chất lượng: Đảm bảo vật liệu hàn khô ráo, không bị ẩm.
- Điều chỉnh thông số hàn phù hợp: Chọn dòng điện, điện áp, tốc độ hàn và góc độ que hàn (hoặc súng hàn) phù hợp với loại vật liệu và phương pháp hàn.
- Kiểm soát khí bảo vệ (nếu có): Đảm bảo lưu lượng và chất lượng khí bảo vệ ổn định.
- Sử dụng kỹ thuật hàn đúng: Thực hiện các thao tác hàn chính xác, tránh dao động hồ quang quá mức.
Cách thức phát hiện khuyết tật rỗ khí
Hiện nay các phương pháp NDT được sử dụng kiểm tra khuyết tật khi hàn, Với khuyết tật rỗ khí trên bề mặt thì thường được kiểm tra bằng mắt, MT và PT. Với các rỗ khí ở bên trong mối hàn thì kiểm tra RT có thể độ nhạy phát hiện cao nhất tiếp đó là siêu âm mảng pha, Với kỹ thuật siêu truyền thống việc phát hiện rỗ khí với độ nhạy kém hơn RT và siêu âm mảng pha phase array nhưng được áp dụng nhiều trong thực tế vì chi phí hợp lý và thiết bị đơn giản hơn.
Kết luận về rỗ khí
Việc hiểu rõ về các loại rỗ khí, nguyên nhân và cách phòng tránh là rất quan trọng để đảm bảo chất lượng mối hàn. Hy vọng bài viết này cung cấp thông tin hữu ích cho bạn. CTWEL luôn sẵn sàng hỗ trợ bạn với các kiến thức và giải pháp về hàn.
