

Quy trình hàn theo tiêu chuẩn AWS D1.1
Thiết lập quy trình hàn theo tiêu chuẩn AWS D1.1 là công việc bắt buộc khi bắt đầu mỗi dự án mà khách hàng chỉ định việc áp dụng tiêu chuẩn AWS D1.1 trong tiêu chuẩn chế tạo.
Tiêu chuẩn AWS D1.1 Structural Welding Code— Steel chủ yếu đề cập đến các công tác hàn vật liệu thép trong kết cấu.
Phạm Vi của quy trình hàn theo tiêu chuẩn AWS D1.1 là gì?
Tiêu chuẩn AWS D1.1 gồm các yêu cầu để chế tạo và lắp đặt kết cấu thép sử dụng hàn. Khi hợp đồng thực hiện quy định sử dụng tiêu chuẩn này thì Quy trình hàn cũng sẽ tuân theo tiêu chuẩn này.
Quy trình hàn theo tiêu chuẩn AWS D1.1 có thể bao gồm các mục liên quan đến vật liệu cơ bản, vật liệu hàn, kỹ thuật hàn, chi tiết hàn, chuẩn bị hàn , sửa chữa hàn nếu có. Tiêu chuẩn AWS D1.1 có đề cập đến các dạng kết cấu thép dạng ống (Ống tròn, hộp, thép định hình) và kết cấu thép không phải dạng ống.
Quy trình hàn theo tiêu chuẩn AWS D1.1 Cần lưu ý yếu tố nào?
Khi thiết lập quy trình hàn theo tiêu chuẩn AWS D1.1 có khoảng 21 yêu tố cần quan tâm để có một quy trình hàn hoàn thiện
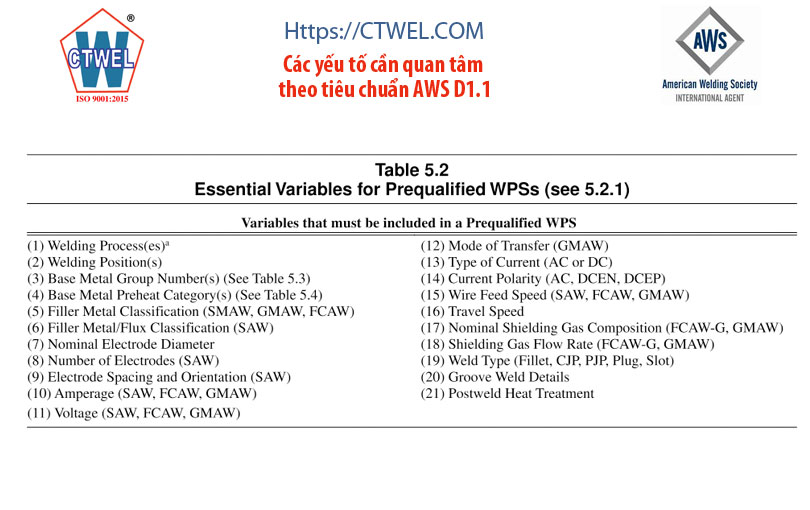
Với 21 biến số bắt buộc phải có trong trong phê duyệt quy trình hàn
1. Phương pháp hàn - Welding Process
2. Vị trí hàn- Welding Positions
3. Nhóm vật liệu cơ bản- Base Metal Group Number
4. Gia nhiệt trước khi hàn- Base metal Preheat Category
5. Nhóm vật liệu hàn - Filler Metal classification ( Với các quá tình hàn hồ quang tay ( SMAW), Hàn TIG-GMAW, Hàn lõi thuốc- FCAW
6. Nhóm thuốc hàn- Filler Metal/Flux Class ification (Với phương pháp hàn dưới lớp thuốc SAW)
7. Đường kính dây hàn hoặc que hàn- Nominal Electrode Diameter
8. Nhóm của dây hàn với quy trình hàn dưới lớp thuốc - Number of Electrodes (SAW)
9. Khoảng cách và hướng của điện cực- Electrode Spacing and Orientation
10. Cường độ dòng điện - Amperage (SAW, FCAW, GMAW)
11. Điện áp -Voltage (SAW, FCAW, GMAW)
12. Phương thức hồ quan với hàn bán tự động - Mode of Transfer (GMAW)
13. Loại dòng điện - Type of Current (AC or DC)
14. Điện cực dòng diện hàn - Current Polarity (AC , DCEN, DCEP)
15. Tốc độ đẩy dây - Wire Feed Speed (SAW, FCAW, GMAW)
16. Tốc độ di chuyển - Travel Speed
17. Thành phần khí bảo vệ và tỉ lệ của nó Nominal Shielding Gas Composition (FCAW-G, GMAW)
18. Lưu lượng khí bảo vệ- Shielding Gas Flow Rate (FCAW-G, GMAW)
19. Dạng mối hàn Weld Type (Fillet, CJP, PJP, Plug , S lot)
20. Dạng vát mép - Groove Weld Details
21. Xử lý nhiệt mối hàn Post weld Heat Treatment
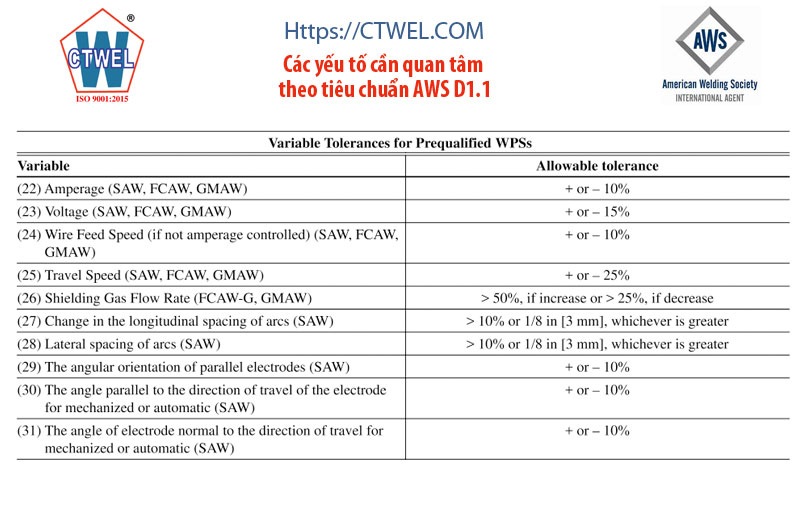
Ngoài 21 biến số chính cần thiết lập quy trình hàn theo tiêu chuẩn AWS D1.1 chung ta cần lưu ý đến giá trị thay đổi của các biến số khác. Giá trị điện áp có thể thay đổi trong khoảng từ cộng trừ 15% , Giá trị cường độ dòng điện có thể thay đổi trong giá trị cộng trừ 10% . Để tham khảo các thông số khác các bạn có thể tham khảo theo hình dưới.
Vật liệu cơ bản của quy trình hàn theo tiêu chuẩn AWS D1.1
Với vật liệu cơ bản được quy định trong tiêu chuẩn AWS D1.1 được chia làm 4 nhóm chính.
Nhóm vật liệu I Theo tiêu chuẩn AWS D1.1
Nhóm I bao gồm rất nhiều vật liệu nhưng điểm chung của nó là các vật liệu thép cacbon thành phần cácbon thấp có độ biến dạng dẻo từ 210 MPa đến 290 Mpa. với một số ví dụ cụ thể như sau:
ASTM A36 với chiều dày nhỏ hơn 20mm, ASTM A53 Grade B, ASTM A106 Grade B, ASTM A131 Grades A, B , D , E ...........
Nhóm vật liệu II Theo tiêu chuẩn AWS D1.1
Nhóm II bao gồm rất nhiều vật liệu nhưng điểm chung của nó là các vật liệu thép cacbon thành phần cácbon trung bình có độ biến dạng dẻo từ 250 MPa đến 380 Mpa. với một số ví dụ cụ thể như sau:
ASTM A36 với mọi chiều dày ; ASTM A131 Grades AH32, DH32, EH32, Grades AH36 , DH36 , EH36; ASTM A501 Grade B; ASTM A5 1 6 Grade 65 and 70; ASTM A529 Grade 50 và 55; ASTM A53 7 Class 1 với chiều dày nhỏ hơn 100mm; ASTM A572 Grade 42, 50, và 55; ASTM A588b với chiều dày nhỏ hơn 200mm; ASTM A595 Grade A, B, C; ASTM A606b Cold-rolled Grade 45, Hot-rolled Grade 50 (AR), Hot-rolled Grade 50 (A or N)
ASTM A618 Grades Ib , II wall ≤ ¾ in [1 9 mm] , Grades Ib , II wall > ¾ in ≤ 1 -1 /2 in [> 1 9 mm ≤ 3 8 mm]; ASTM A633 Grade A, D, C với chiều dày≥ 2-1 /2 in [65 mm]
Nhóm vật liệu III Theo tiêu chuẩn AWS D1.1
Nhóm III bao gồm rất nhiều vật liệu nhưng điểm chung của nó là các vật liệu thép cacbon thành phần cácbon trung bình đến cao có độ biến dạng dẻo từ 380 MPa đến 621 Mpa. với một số ví dụ cụ thể như sau:
API 2W Grade 60; API 2Y Grade 60; ASTM A53 7 Class 2b; ASTM A572 Grade 60 và 65; ASTM A633 Grade Eb; ASTM A710 Grade A; ASTM A913a Grade 60;
ASTM A1018 HSLAS Grade 60 and Grade 70; ASTM A1018 HSLAS -F 60 and Grade 70; ASTM A1066 Grade 60 and Grade 65
Nhóm vật liệu VI Theo tiêu chuẩn AWS D1.1
Nhóm VI bao gồm 3 loại vật liệu dưới đây với độ biến dạng dẻo từ 485 MPa
- ASTM A709 Grade HPS70W
- ASTM A913a Grade 70
- ASTM A1066 Grade 70
Quy trình hàn theo tiêu chuẩn AWS D1.1 với phương pháp hàn hồ quang tay.
Phương pháp hàn hồ quang tay là phương pháp phổ biến nhất trong hàn kết cấu, Trong thực tế sản xuất thì phương pháp hàn hồ quan tay sẽ sử dụng trong việc hàn gá đính, Hàn các mối hàn ngoài công trường.
Phương pháp hàn hồ quang tay có ưu điểm là rẻ tiền, phổ biến nhưng cũng có nhược điểm về cơ bản là năng suất không được cao, khi hàn phát sinh khói, mối hàn có nguy cơ lẫn sỉ và làm sạch mất nhiều thời gian.
Quy trình hàn theo tiêu chuẩn AWS D1.1 với phương pháp hàn MIG MAG
Phương pháp hàn bán tự động có ưu điểm là năng suất hàn cao chi phí đầu tư thiết bị ở dạng trung bình, Hiện này ở Việt Nam thiết bị hàn bán tự động đang được phổ biến rất rộng rãi nhờ các ưu điểm của nó. Nhưng cũng không thể phủ nhận một số nhược điểm của phương pháp hàn bán tự động MIG, MAG, Khi hàn phải có khí bảo vệ đòi hỏi nhiều thiết bị dụng cụ hơn hàn tay, Năng suất hàn cao nhưng không bằng hàn Dưới lớp thuốc. Khi hàn thì có nhiều bắn tóe gây khó khăn quá trình vệ sinh.
Quy trình hàn theo tiêu chuẩn AWS D1.1 với phương pháp hàn dây lõi thuốc - Flux core welding
Quy trình hàn dây lõi thuốc được áp dụng ngày càng nhiều ở việt Nam với một số ưu điểm chính là bề mặt mối hàn đẹp hơn phương pháp hàn bán tự động động, quá trình hàn giảm bắn téo, Thuốc hàn có thể bổ xung các nguyên tố phục vụ quá trình luyện kim trong hàn. Nó cũng có nhược điểm về giá thành đắt hơn so với hàn bán tự động,
Quy trình hàn theo tiêu chuẩn AWS D1.1 với phương pháp hàn Dưới lớp thuốc - SAW
Quy trình hàn dưới lướp thuốc với năng suất hàn cao, Dây hàn sử dụng có thể gồm 1 dây hoặc nhiều dây đường kính lên đến 6mm mỗi dây, Với dòng diện hàn lớn thì chiều sâu ngấu của phương pháp hàn dưới lớp thuốc thường là tốt hơn so với hàn hồ quang tay và hàn bán tự động. Nhược điểm của phương pháp hàn dưới lớp thuốc là không thể thực hiện các mối hàn leo, mối hàn đứng, Các mối hàn trần.
Quy trình hàn theo tiêu chuẩn AWS D1.1 ở vị trí hàn 3G
Vị trí hàn 3G là vị trí với liên kết hàn sử dụng là dạng tấm và mối hàn đứng, Khi thực hiện phương pháp hàn ở Vị trí 3G có hai cách thực hiện theo hai chiều là mối hàn 3G từ trên xuống và mối hàn 3G từ dưới nên.
Với quy trình hàn 3G thường không áp dụng cho hàn dưới lớp thuốc vì đặc điểm của phương pháp. Các phương pháp hàn như hàn robot, hàn hồ quang tay, hàn TIG, Hàn bán tự động , Hàn dây lõi thuốc đều có thể áp dụng được.
Quy trình hàn theo tiêu chuẩn AWS D1.1 ở vị trí hàn 6G
Vị trí hàn 6G là vị trí hàn ống cố định không xoay với trục của ống tạo góc với mặt đất là 45 độ. Khi thực hiện quy trình hàn 6G thì đòi hỏi người thợ hàn có trình độ cao. Các phương pháp hàn thực hiện 6G có thể sử dụng như hàn hồ quang tay, Hàn bán tự động, hàn TIG, Hàn lót TIG phủ điện. ...
Các bước thiết lập quy trình hàn WPS theo tiêu chuẩn AWS D1.1 tại CTWEL
Bước 1- Tiếp nhận thông tin đầu vào của quy trình hàn theo tiêu chuẩn AWS D1.1. Các thông tin đầu vào được tiếp nhận bởi các thông tin cơ bản ở phần trên.
Bước 2- Xác định số lượng quy trình hàn cần lập để thỏa mãn yêu cầu của dự án hoặc công việc cụ thể theo tiêu chuẩn AWS D1.1.
Bước 3- Lập bản quy trình hàn sơ bộ theo tiêu chuẩn AWS D1.1.
Bước 4- Cung cấp thông tin với khách hàng và xác định vai trò từng bên trong việc xây dựng quy trình hàn theo tiêu chuẩn AWS D1.1.
Bước 5- Chạy quy trình hàn theo tiêu chuẩn AWS D1.1.
Bước 6- Thử nghiệm đánh giá quy trình hàn theo tiêu chuẩn AWS D1.1.
Bước 7- Lập và phê duyệt quy trình hàn theo tiêu chuẩn AWS D1.1.
CTWEL là một trong những đơn vị uy tín trong lĩnh vực đào tạo và cung cấp dịch vụ về hàn tại Việt Nam. Quy trình hàn tại CTWEL được xây dựng dựa trên các tiêu chuẩn quốc tế và được các kỹ sư hàn giàu kinh nghiệm xây dựng.
Để CTWEL có thể hỗ trợ quý khách hàng tốt hơn vui lòng liên hệ với chúng tôi theo thông tin dưới đây:
Tổng giám đốc: Lê Huy Cẩm (Mr)- Mobile: 0903212070 - Email: camlh@ctwel.com
Phụ trách kỹ thuật: Hoàng Văn Nhuần (Mr)- Mobile: : 0902556188 - Email: nhuanhv@ctwel.com
Phụ trách kinh doanh: Phạm Thị Phấn (Mrs) - Mobile:: 0984-435-036 - Email: phanpt@ctwel.com
Văn phòng Hồ Chí Minh:
Phạm Chí Công (Mr.) - Mobile : 0917 752 088 - Email: congpc@ctwel.com
Văn phòng tại Mỹ :
Le Hoang Son (Mr.)- Mobile : +1 682 683 8928 Email: sonle@ctwel.com
