

Kỹ thuật hàn que đẹp Kỹ thuật hàn ở tư thế hàn sấp chuẩn sách giao khoa
Kỹ thuật hàn que đẹp Kỹ thuật hàn ở tư thế hàn sấp chuẩn sách giao khoa. Việc hàn tư thế hàn sấp là tư thế dễ nhất với mọi thợ hàn nhưng không vì thế mà thợ hàn nên chủ quan.
Hàn sấp là tư thế hàn thuận lợi nhất, dễ đảm bảo chất lượng cao cho mối hàn do khí và tạp chất dễ thoát ra khỏi kim loại vũng hàn. Mối hàn cũng dễ hình thành do hai mép hàn đỡ kim loại mỏng.Nhưng nếu thợ hàn chủ quan việc hình thành Khuyết tật rất dễ dàng sảy ra. Vì vậy việc hiểu rõ ưu nhược điểm của từng vị trí là rất quan trọng.
Kỹ thuật hàn que đẹp trong tư thế hàn sấp - Vị trí của que hàn
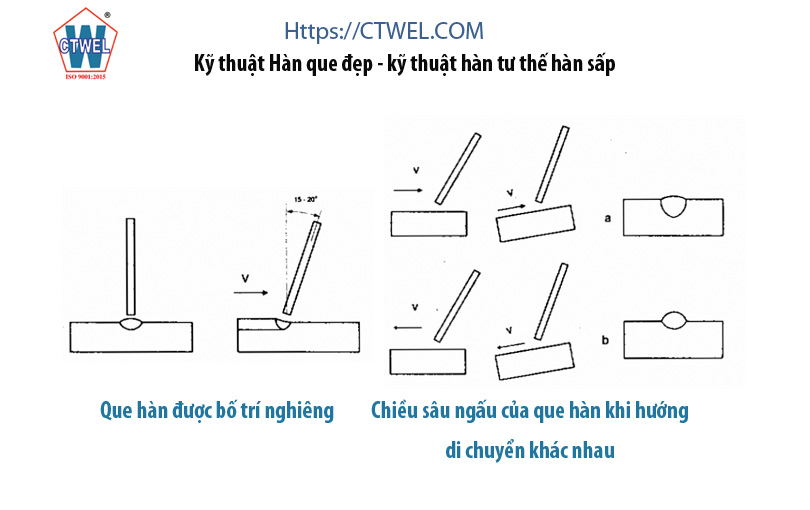
Khi hàn giáp mối, que hàn được bố trí nghiêng 15+20° so với pháp tuyến của bề mặt tấm
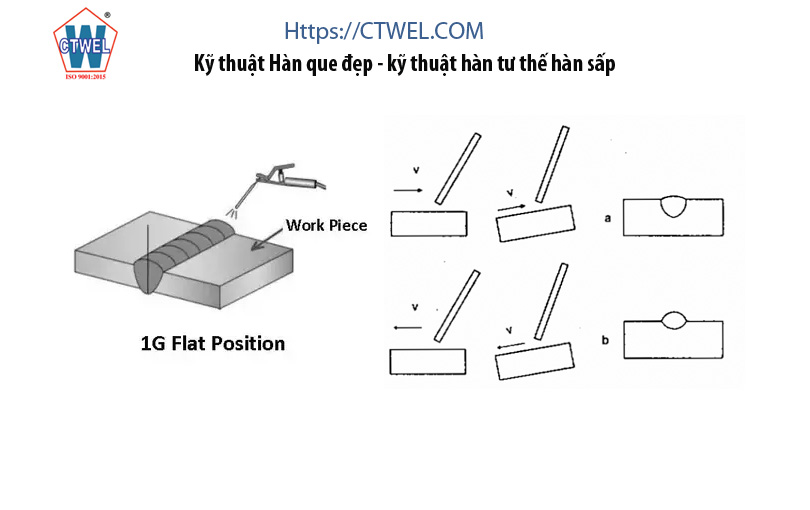
Vị trí của que hàn so với bề mặt chi tiết và tư thế hàn có ảnh hưởng lớn tới hình dạng và chiều sâu ngấu của mối hàn
Kỹ thuật hàn từ trái sang phải (hoặc hàn lên dốc), ta thấy điều kiện đẩy kim loại nóng chảy ra khỏi hồ quang được cải thiện. Nhiệt truyền nhiều vào kim loại cơ bản, làm tăng chiều sâu ngấu.
Khi sử dụng kỹ thuật hản từ phải sang trái (hoặc hàn xuống dốc), ta thấy kim loại nóng chảy sẽ chảy xuống dưới hồ quang, nhiệt truyền vào kim loại cơ bản bị giảm, khiến chiều sâu ngấu giảm. Vì vậy, khi hàn đắp hoặc hàn tấm mỏng (dưới 3 mm), để giảm chiều sâu ngấu, có thể hàn xuống dốc (15) hoặc nghiêng đầu que hàn về phía trước nhưng không thực hiện dao động ngang que hàn.
Kỹ thuật hàn que đẹp trong tư thế hàn sấp với Mối hàn giáp mối
Mối hàn giáp mối thường gặp nhất là mối hàn có vát mép chữ V. Điều kiện quan trọng để bảo đảm chất lượng mối hàn là phải hàn ngấu toàn bộ chân mối hàn, điền đầy rãnh hàn mà không gây khuyết tật. Việc kết thúc mối hàn cũng phải được thực hiện đúng quy cách: lớp hản sau cùng hơi cao và tạo chuyển tiếp đều. Công việc chuẩn bị mép hản trước khi hàn phải đúng tiêu chuẩn. Sau khi hàn đính hoặc gá mép hàn trước khi hàn phải đúng tiêu chuẩn. Sau khi hàn đính hoặc gá lắp, khe đáy thường có giá trị từ 2-2,5 mm.
Cách thực hiện đường hàn thứ nhất trong mối hàn giáp mối nhiều lớp.
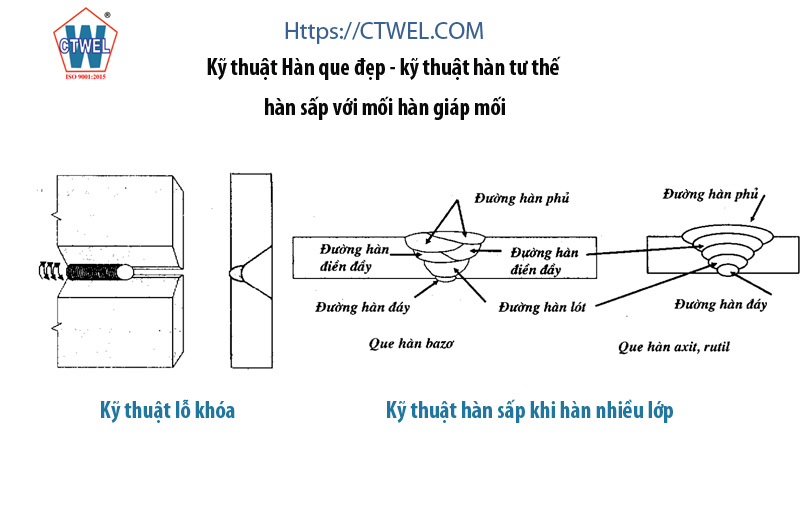
Đối với đường hàn thứ nhất (đường hàn đáy) trong mối hàn nhiều lớp, khi hàn từ một phía có vát mép, nên dùng que hàn có đường kính 2,5 mm. Đường hàn được thực hiện bằng dao động ngang đầu que hàn theo hình lưỡi liềm để tạo thành một "lỗ khóa" ở chỗ hồ quang cháy.
Nếu không có que hàn đường kính 2,5 mm thì có thể dùng que hàn đường kính 3 mm nhưng không dao động ngang que hàn khi hàn. Bề mặt đường hàn không lồi ở phía trên nhưng hơi lồi ở phía không hàn (phía bên kia). Khi thay que hàn phải bảo đảm không thay đổi nhiều tiết diện đường hàn và thực hiện bằng cách gõ xỉ một đoạn khoảng 5 mm ở phần cuối đường hàn vừa kết thúc và lại gây hồ quang ở đó, hàn tiếp theo hướng hàn; khi qua chỗ miệng hàn vừa kết thúc, vẫn giữ tốc độ hàn và đẩy nhẹ kim loại chảy cho điền đầy vào lỗ hình lỗ khóa. Sau đó lại thực hiện dao động ngang hình lưỡi liềm như cũ. Khi nhiệt độ của vật tăng, có thể dao động ngang rộng hơn một chút.
Cách thực hiện các lớp hàn tiếp theo trong mối hàn giáp mối nhiều lớp.
Khi hàn điền đầy phần còn lại của mối hàn, dùng que hàn đường kính 3 mm, 4 mm, hoặc 5 mm để hàn. Các loại thuốc bọc que hàn khác nhau đòi hỏi cách thực hiện đường hàn khác nhau . Đối với que hàn loại rutil hoặc axit, chiều rộng tối đa của một lớp hàn là 14 mm.
Lớp hàn phủ (lớp cuối cùng) phải cao hơn bề mặt tấm 2 mm và thường được thực hiện bằng que hàn có đường kính 5mm
Kỹ thuật hàn que đẹp trong tư thế hàn sấp với Mối hàn góc
Khi hàn, tốt nhất là đưa liên kết hàn vào vị trí nghiêng một góc 45° (tư thế hàn sấp).
Khi đó, tư thế hàn tương đương với hàn giáp mối có góc rãnh hàn 90° và được thực hiện tương tự như khi hàn sấp mối hàn giáp mối.
