Hàn gang - Từ lý thuyết đến Thực tiễn
Hàn gang, các loại gang và kỹ thuật lựa chọn
Đặc tính hàn của Gang
Gang là vật liệu có tính hàn kém do một số đặc điểm vật lý và luyện kim đặc thù. Hiểu rõ các khó khăn này là nền tảng để lựa chọn công nghệ hàn phù hợp.
Gang rất nhạy cảm với nhiệt độ. Tốc độ nguội nhanh trong và sau khi hàn dễ hình thành tổ chức tôi và gang trắng (độ cứng lên đến 800 HB), gây nứt mối hàn nghiêm trọng.
Các khó khăn kỹ thuật đặc thù
| Đặc điểm | Biểu hiện | Hệ quả khi hàn |
|---|---|---|
| Giòn & cứng | Độ dẻo gần bằng 0 | Ứng suất dư lớn, dễ nứt trong và sau hàn |
| Nhạy cảm nhiệt | Thay đổi tổ chức khi nung/nguội | Xuất hiện gang trắng, tổ chức tôi tại HAZ |
| Chảy loãng cao | Gang lỏng có tính chảy loãng lớn | Khó hàn ở tư thế khác sấp, cần khuôn định hình |
| Thành phần đa dạng | Biến thiên C, Si, Mn theo mẻ đúc | Khó xác định chính xác chế độ hàn & nhiệt luyện |
| Vết nứt phân nhánh | Đặc biệt ở thành mỏng | Đòi hỏi kỹ thuật khoan đầu nứt & trình tự hàn đặc biệt |
Nhận diện & Phân loại Vật liệu Gang
Xác định đúng loại gang là bước bắt buộc trước khi hàn, ảnh hưởng trực tiếp đến lựa chọn que hàn và chế độ hàn.
Phương pháp nhận diện tại hiện trường
Thử bằng đục
- Phoi vụn khi đục
- Bề mặt gồ ghề
- Màu tối, xỉn
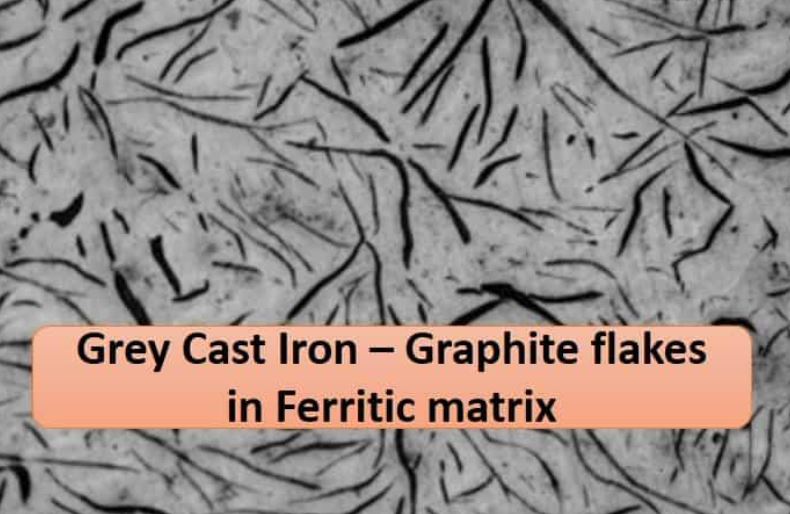
- Vết gãy có vết chì (graphit)
- Phoi liền sau khi đục
- Bề mặt sáng
- Màu sáng, lấp lánh
- Vết gãy sáng bóng
Thử trên máy mài
- Tia lửa: đỏ + vàng rơm
- Ngắn (500–600 mm)
- Tỏa nhánh rộng
- Tia lửa tương đối dài
- Ngắt quãng
- Không tỏa nhánh rộng
Phân loại theo ứng dụng kết cấu
| Ký hiệu (tiêu chuẩn Đức) | Độ bền (MPa) | Độ cứng HB | Ứng dụng điển hình |
|---|---|---|---|
| GX 12–28 | 120 | 140 – 180 | Thành mỏng, ống, vật đúc đơn giản |
| GX 21–40 | 210 – 280 | ~200 | Chi tiết máy cắt, xi-lanh động cơ nhỏ, chi tiết cơ khí thông thường |
| GX 24–44 | 240 – 440 | > 220 | Xi-lanh động cơ cỡ lớn, bánh răng, chi tiết chịu tải cao |
Nguyên tắc Lựa chọn Công nghệ Hàn Gang
Nguyên tắc 1 – Kiểm soát tổ chức biến trắng & tổ chức tôi
Tạo điều kiện nguội chậm cho mối hàn và vùng ảnh hưởng nhiệt (HAZ) thông qua:
- Hàn nóng: nung nóng sơ bộ ở nhiệt độ cao, kết hợp làm nguội chậm sau hàn — đảm bảo không xuất hiện tổ chức biến trắng.
- Hàn nguội: dùng công suất nhiệt tối thiểu, hàn nhanh để hạn chế thể tích vùng biến trắng và tổ chức tôi (tạo ứng suất 2 chiều thay vì 3 chiều).
- Hàn vảy đắp đồng thau: giải pháp thay thế được áp dụng thành công trong thực tế.
Nguyên tắc 2 – Khắc phục tính dẻo thấp
Ngăn ngừa nứt khi ứng suất vượt quá độ bền gang:
- Nung nóng sơ bộ toàn bộ: phương pháp dễ thực hiện nhất, đảm bảo vật hàn co tự do khi nguội.
- Nung nóng sơ bộ cục bộ: áp dụng cho kết cấu tương đối đơn giản.
- Công suất nhiệt tối thiểu + vật liệu hàn dẻo cao: dùng khi không thể tạo biến dạng ngược.
Phương pháp Hàn Nóng
Hàn nóng là phương pháp hàn điện nóng chảy có nung nóng sơ bộ ở nhiệt độ cao. Cho chất lượng mối hàn tương đương kim loại cơ bản và mối hàn dễ gia công sau hàn.
Phương pháp Hàn Nguội
Hàn nguội sử dụng công suất nhiệt tối thiểu, không nung nóng sơ bộ (hoặc nung rất thấp), kết hợp kiểm soát nhiệt độ vật hàn trong quá trình hàn.
Que hàn Gang Nguội – Phân loại & Thông số
Vật liệu hàn gang yêu cầu độ dẻo rất cao. Thành phần Nikel trong que hàn chiếm tỷ lệ lớn, lên đến 90–98%. Ba loại phổ biến nhất theo tiêu chuẩn AWS A5.15:
Lõi Ni nguyên chất
Lõi Ni-Fe
Lõi Ni-Cu
Gia nhiệt khi hàn gang
| Trường hợp | Yêu cầu nung sơ bộ | Ghi chú |
|---|---|---|
| Hàn nóng | Bắt buộc 600–650°C | Toàn bộ chi tiết |
| Hàn nguội thông thường | Không cần | Kiểm soát nhiệt độ trong hàn (<50°C) |
| Hàn "nửa nguội" (vết nứt phức tạp, thành dày) | 300–400°C (cục bộ) | Không ngăn biến trắng, mục đích tạo biến dạng ngược |
| Đắp mặt bánh răng | Không cần | Mối hàn đắp lên bề mặt, không chịu ứng suất co |
Lựa chọn Phương án Hàn
Căn cứ vào yêu cầu kỹ thuật của mối hàn, kỹ sư lựa chọn phương án phù hợp theo bảng sau:
| Yêu cầu kỹ thuật | Phương án phù hợp | Ghi chú |
|---|---|---|
| Màu mối hàn khớp với kim loại cơ bản (vật đúc mới) | Hàn nóng | Bắt buộc nếu yêu cầu thẩm mỹ ngoại quan |
| Độ bền tương đương kim loại cơ bản (chịu va chạm, tải cao) | Hàn nóng / Hàn vảy đắp | Chi phí hàn cao hơn |
| Chỉ cần độ kín nước | Hàn nguội | Ví dụ: khoang làm mát động cơ |
| Cần gia công cơ sau hàn (lỗ, rãnh, bánh răng) | Hàn nóng (lõi gang) hoặc Ni-Fe | Tránh que Ni nguyên chất (HB cao) |
| Gang cầu | Hàn nguội – que ENiFe-CI | Cơ tính mối hàn cao hơn so với ENi-CI |
| Môi trường ăn mòn | Hàn nguội – que ENiCu-B | Mối hàn chịu ăn mòn tốt |