

Kỹ thuật hàn ống thép từ cơ bản đến nâng cao mà thợ hàn nên biết
Kỹ thuật hàn ống thép là kỹ năng quang trọng mà các thợ hàn cần trang bị, các hệ thống ống công nghiệp (bao gồm ống dẫn và các đầu nối, mặt bích và van dùng trong phạm vi các nhà máy) và hệ thống đường ống dẫn dầu hoặc khí (trải dài trên các vùng lãnh thổ rộng lớn) hầu hết được hàn hoàn toàn, các liên kết ren chỉ còn dùng rất hạn chế. Việc hàn ống chủ yếu liên quan đến các mối hàn vòng (theo chu vi ống) và chịu sự điều tiết của các quy phạm, tiêu chuẩn có liên quan (ví dụ như về nồi hơi, thiết bị áp lực, v.v.).
Khái quát về kỹ thuật hàn ống thép
Đối với hàn hồ quang tay, kỹ thuật hàn các mối hàn vòng đó phụ thuộc vào tư thế hàn. Theo chiều dày thành ống, có thể hàn một lớp hoặc nhiều lớp (có vát mép).
Trong hàn đường ống, phần lớn công việc hàn là hàn theo chu vi ống từ bên ngoài (hàn từ một phía). Dạng rãnh hàn tiêu biểu là dạng chữ V với góc rãnh hàn 60°, mặt đáy và khe đáy 1,6 mm.
Kỹ thuật hay được sử dụng đối với que hàn loại vỏ bọc xelulô trong hàn đường ống được gọi là kỹ thuật "ống khói lò", cho phép người thợ hàn hàn ngẩu toàn bộ đáy mối hàn ở tư thế 5G (tiêu chuẩn ASME). Theo kỹ thuật này, một số ống được đặt và hản liên tiếp với nhau ở tư thế 5G để tạo thành một đoạn đường ống. Thợ hàn thực hiện công việc hàn từ trên xuống dưới (để tiết kiệm thời gian hàn). Đường hàn đáy bắt đầu từ vị trí trên cùng (vị trí 12 giờ theo kim ngắn đồng hồ) và tiến dần xuống vị trí 6 giờ. Sau khi hàn xong nửa ống, phía đối diện được hàn theo cùng cách thức nêu trên.
Đường hàn lót được tiến hành với cường độ dòng điện hàn cao nhằm nung chảy mọi khuyết tật có thể xuất hiện khi hàn đường hàn đáy.
Mọi đường hàn tiếp theo được gọi là các đường hàn điền đầy, trừ đường hàn sau cùng (đường hàn phủ), có mục đích tạo kim loại đắp tới mức ngay dưới bề mặt ống. Số lượng của chúng phụ thuộc vào chiều dày thành ống và dạng vát mép trước khi hàn.
Tuy nhiên, cũng có trường hợp cần đắp một đường hàn điền đầy theo chu vi ống, đặc biệt khi công việc hàn gần hoàn thành. Trong phần lớn trường hợp như vậy, chỉ có các đoạn giữa vị trí 2 đến 4 giờ và giữa vị trí 10 và 8 giờ là cần bổ sung kim loại mối hàn. Các đoạn lõm này được điều chỉnh bằng cách hàn đắp nhanh một đường hàn gọi là đường hàn bóc (stripper bead), nhằm mục đích điền các đoạn bị lõm đó cho cao bằng kim loại mối hàn ở những chỗ khác của liên kết.
Công việc hàn được thực hiện bằng que hàn vỏ bọc xelulo thuộc loại E434C10 theo phân loại của ISO (thuộc nhóm độ bền 470 MPa, tương đương E6010 của AWS) hoặc E434C11 (cho hàn ống chứa 0,5% Mo, thuộc nhóm độ bền 570 MPa, tương đương E7010 của AWS). Các que hàn này có ưu điểm là có lớp xi mỏng và hồ quang có áp lực mạnh tạo thuận lợi cho sự thay đổi góc nghiêng que hàn khi hàn ống cố định từ trên xuống. Để bù lại việc hình thành lớp xỉ mỏng, vùng hàn được bảo vệ bằng khí CO và H có trong hồ quang, từ vỏ bọc xelulo trong quá trình hàn. Thông thưởng với kỹ thuật hàn này, giá trị cường độ dòng điện hàn tối đa do nhà sản xuất que hàn khuyến nghị dùng được tăng thêm khoảng 10%. Các que hàn này thường được nối nghịch (vào cực dương của máy hàn).
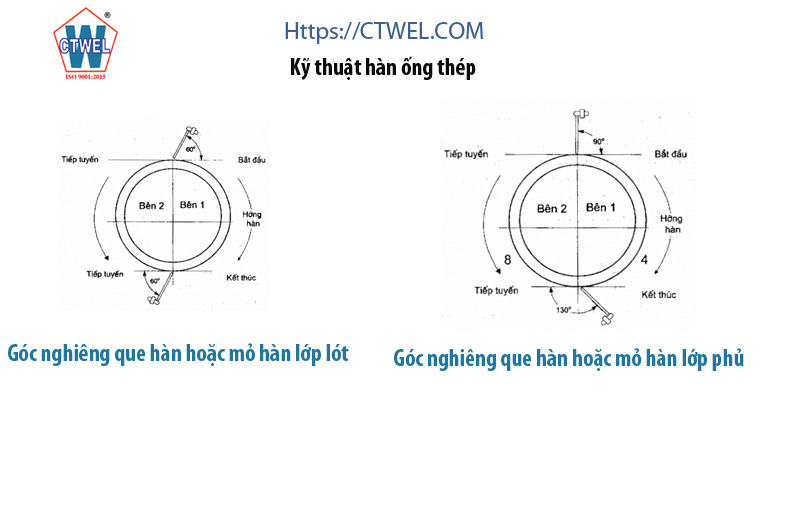
Kỹ thuật hàn ống thép lớp lót
Kỹ thuật hàn đường hàn đáy đòi hỏi một khi đã gây được hồ quang, miệng hình phễu của đầu que hàn được đẩy vào tận khe đáy. Que hàn chỉ thực hiện chuyển động dọc trục mối hàn theo chu vi ống và không có dao động ngang. Góc nghiêng của que hàn theo hướng hàn luôn được giữ ở 60° so với đường tiếp tuyến của ống tại vị trí hàn.
Ngay sau khi hoàn thành đường hàn đáy (khi nó chưa nguội hẳn), đường hàn lót được thực hiện, cũng với góc nghiêng 60° như trên. Khi hàn, hồ quang có chiều dài nhỏ và đầu que hàn thực hiện dao động ngang nhằm nung chảy mọi khuyết tật (lẫn xỉ hai bên mép đường hàn,cháy thủng) của đường hàn trước đó.
Kỹ thuật hàn ống thép lớp hàn điền đầy
Với (các) lớp hàn điền đẩy, cần thay đổi góc nghiêng que hàn từ 60+90° so với tiếp tuyến ống. Tuy nhiên, khi đạt tới vị trí 4 giờ (8 giờ ở bên 2 – xem hình 2-42), góc nghiêng que hàn được tăng dần từ 90+130° khi kết thúc hàn ở điểm dưới cùng (6 giờ). Từ vị trí 12 giờ đến vị trí 4 giờ (8 giờ ở bên 2), chiều dài hồ quang được giữ ở giá trị trung bình và cần thực hiện nhanh dao động ngang que hàn, có dừng tạm thời tại 2 mép đường hàn. Từ vị trí 4 giờ (8 giờ ở bên 2) đến vị trí 6 giờ, thao tác que hàn chấm dứt dao động ngang và chuyển sang chuyển động theo chiều thẳng đứng của hồ quang từ kim loại đắp sang phía vũng hàn. Điều này bảo đảm các đường hàn điền đầy có bề mặt phẳng và không có khuyết tật dạng vết lõm.
Với các đường hàn bóc, cần giữ chiều dài hồ quang trung bình đến dài để có chiều rộng cần thiết của đường hàn. Có thể thực hiện dao động ngang que hàn, tùy theo cường độ dòng điện hàn, chiều rộng và chiều sâu cần thiết của đường hàn. Góc nghiêng của que hàn luôn được giữ ở giá trị 90° so với tiếp tuyến với ống.
Kỹ thuật hàn ống thép lớp hàn phủ
Sau cùng là đường hàn phủ hoàn tất mối hàn vòng của đường ống. Cần Tiếp tuyến giữ chiều dài hồ quang trung bình cho đến hết chiều dài, với dao động ngang nhanh của đầu que hàn. Góc nghiêng của que hàn được giữ tương tự như với các đường hàn điền đầy.
Với hàn đường ống, đường kính que hàn cho mỗi lớp phụ thuộc vào chiều dày thành ống.
Với lớp hàn đáy, khi chiều dày thành ống dưới 6,3 mm, đường kính que hàn là 3,25 mm. Với các chiều dày lớn hơn, cần sử dụng que hàn có đường kính 4 mm. Với các đường hàn còn lại, đường kính que hàn thường là 4 mm. Với lớp điền đầy thứ 3 trở lên, lớp bóc và lớp phủ, có thể sử dụng đường kính 4 hoặc 5 mm, tùy thuộc vào chiều dày thành óng.
Kỹ thuật hàn "ống khói lò" nêu trên dùng cho que hàn có vỏ bọc xelulo, không dùng cho que hàn có vỏ bọc rutil, do lượng xi lớn và tính chảy loãng cao của xi hàn cản trở chuyển động từ trên xuống. Các que hàn có vỏ bọc rutil, một khi được dùng cho hàn đường ống, chỉ có thể hàn từ dưới lên trên, nhưng tốc độ hàn chậm, dẫn đến năng suất thấp.
Với các đường ống thép độ bền cao, có thể sử dụng que hàn có vỏ bọc bazơ ít hydro. Tuy nhiên khi hàn cần nung nóng sơ bộ vùng hàn nhằm tránh hiện tượng nứt nguội. Có thể bỏ qua nung nóng sơ bộ khi sử dụng loại que hàn bazơ đặc biệt có vỏ bọc rất dày (cần tăng khe đáy lên 2,5 mm).
