

Kỹ thuật hàn gang
Kỹ thuật hàn gang khi sửa chữa các chi tiết chế tạo bằng Gang là một trong những kỹ thuật khó, Gang là một loại vật liệu có tính hàn kém. Việc chọn vật liệu hàn và cách thức hàn là một thách thức với bất kỳ một thợ hàn nào.
Hàn sửa gang với bánh răng bị nứt
Kỹ thuật hàn sửa chữa vết nứt vật hàn có nung nóng cục bộ thay vì phải nung nóng toàn bộ. Mục đích nung nóng sơ bộ là cứng vững cao nhưng có thể tiến hành nung nóng cục bộ (phần tạo điều kiện để kim loại mối hàn và kim loại vùng ảnh hưởng nhiệt có tốc độ nung và nguội đồng đều, tránh nứt do ảnh hưởng của ứng suất nhiệt.
Hàn gang khi sửa chữa vết nứt phân nhánh
Vật đúc bằng gang, đặc biệt là các sản phẩm thành mỏng thường bị nứt phân nhánh. Trong trường hợp như vậy đòi hỏi đầu tiên thường là khoan các lỗ có đường kính 20-25 mm ở các vị trí đầu vết nứt. Các lỗ khoan đó có tác dụng ngăn không cho vết nứt tiếp tục phát triển khi hàn dưới tác dụng của các “chiếc nêm nhiệt”. Bước tiếp theo là dùng trình tự hàn từ chỗ bắt đầu các nhánh nứt cho tới chỗ chúng gặp nhau Sau cùng, vị trí các lỗ khoan được hàn lại.
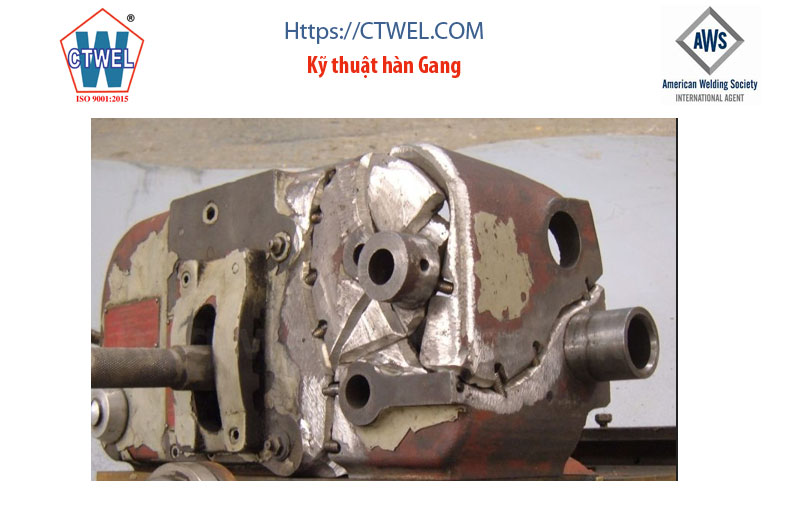
Trường hợp sửa chữa vết nứt có xét tới tải trọng vận hành
Các vật đúc phức tạp như các bệ và khung máy thường đòi hỏi quy trình hàn sửa chữa sao cho sau khi hàn, vật hàn có thể vận hành , quy trình hàn sửa. Các vật đúc phức tạp như các bệ và khung máy thường đòi hỏi trong điều kiện phân bố ứng suất (ngoại ứng suất và ứng suất dư hàn) thuận lợi nhất. Giới thiệu 2 trình tự hàn (2 thợ hàn đồng thời hàn theo trình tự 1 – 2 và 1’ – 2’) sửa chữa vết nứt khung máy búa. Quy trình bên phải cho kết quả thuận lợi nhất do giảm được độ lớn ứng suất kéo (kết hợp của ngoại ứng suất do tải trọng gây nên với ứng suất dư hàn) trong phân bố ứng suất trong vận hành sau khi hàn. Mục đích nung nóng sơ bộ giống như trường hợp 1 nói trên.
Tính hàn phức tạp của gang đòi hỏi phải có các biện pháp khắc phục cơ tính kém của kim loại cơ bản và khả năng hình thành các tổ chức gang trắng và tổ chức tôi dễ gây nứt vùng ảnh hưởng nhiệt.
Chế độ nhiệt và trình tự hàn cần được lựa chọn thích hợp, có tính tới các điều kiện vận hành của vật hàn sau khi hàn.
