

Kỹ thuật hàn nhôm và hợp kim nhôm
Hàn nhôm và hợp kim nhôm đòi hỏi phải khắc phục được những vấn đề liên quan đến những màng oxit nhôm bền vững tại mép hàn và cả vật liệu hàn; hệ số dãn nở nhiệt độ cao và mô đun đàn hồi thấp, đồng thời phải có các biện pháp xủ lý hiện tượng rỗ khí.
Chuẩn bị bề mặt khi hàn nhôm và hợp kim nhôm
Chất lượng bề mặt mép hàn và dây hàn ảnh hưởng đáng kể đến chất lượng mối hàn. Trước khi hàn cần làm sạch lớp dâu mỡ bảo quản trên bề mặt bán thành phẩm. Dầu mỡ được tẩy bằng axêton hoặc chất dung môi khác trong khoảng rộng 100÷150 mm tính từ mép. Lớp oxit bên dưới lớp dầu mỡ được tẩy trong khoảng rộng 25÷30 mm phương pháp cơ học (giấy ráp, bàn chải thép không gỉ có đường kính sợi nhỏ hơn 0,15 mm).
Cũng có thể dùng hóa chất để khử oxit nhôm bằng cách tẩm thực (0,5÷1 phút) trong dung dịch 1 lít nước, 50g NaOH, 45g NaF. Sau đó xối nước (1÷2 phút) và trung hòa bằng dung dịch axit nitric 30÷35% (với hợp kim Al-Mn) hoặc dung dịch axit khác. Sau đó xối lại bằng nước và sấy khô bằng không khí nóng 80÷90 °C.
Sau khi làm sạch bề mặt, chi tiết phải được hàn trong vòng 3÷4 tiếng đồng hồ.
Chuẩn bị vật liệu hàn khi hàn nhôm và hợp kim nhôm
Với dây hàn, làm sạch như sau: rửa bằng dung dịch khử dầu mỡ; tẩm thực trong dung dịch 15% NaOH ở 60÷70 °C; rửa trong nước, sấy khô, khử khí ở 350 °C trong 5÷10 tiếng đồng hồ trong chân không 10÷3 mmHg (0,13 Pa). Cũng có thể thay chân không bằng nung trong không khí ở 300 °C trong 10÷30 phút.
Một số lưu ý khi ứng dụng hàn nhôm và hợp kim nhôm
Tính hàn của nhôm và hợp kim nhôm
- Trong các hợp kim nhôm thuộc nhóm không thể nhiệt luyện, hợp kim Al-5% Mg là loại có độ bền cao nhất. Tính hàn của hợp kim này tốt. Tuy nhiên, các hợp kim nhôm có độ bền cao nhất lại thuộc nhóm có thể nhiệt luyện được (có thể biến cứng bằng hóa già). Trong các loại đó, Al-Cu có độ bền rất cao. Đây là hợp kim được dùng phô biến trong ngành chế tạo máy bay (có thể có độ bền lên đến 423 MPa) nhưng lại có tính hàn kém vì đồng là nguyên tố gây nứt tế vi trong kim loại mối hàn và vùng ảnh hưởng nhiệt.
Các hợp kim nhôm có nhược điểm là dễ bị giòn do ứng suất trong điều kiện ăn mòn khi vận hành, do đó yêu cầu quan trọng đối với các hợp kim nhôm có độ bền cao là khả năng chống lại loại ăn mòn này. Nói chung, tổng lượng nguyên tố hợp kim làm tăng độ bền nhưng đồng thời cũng làm tăng xu hướng giòn do ứng suất trong môi trường ăn mòn. Đồng có thể tăng khả năng của hợp kim chống lại ăn mòn trong điều kiện ứng suất nhưng lại làm tăng hiện tượng nứt nóng khi hàn.
Trong các hợp kim nhôm độ bền cao có thể nhiệt luyện được thì Al-Zn–Mg có độ bền và tính hàn tối ưu. Đây là hợp kim được công binh nhiều nước sử dụng trong các kết cấu cầu dã chiến do chúng có tỷ số độ bền trên khối lượng cao, chống ăn mòn tốt cũng như có tính hàn tốt. Chúng còn được sử dụng trong chế tạo cột đèn, xe tải, bình áp lực, xe xitec, v.v. Kẽm (3-5% Zn) làm tăng độ bền và manhê (1-3% Mg) cải thiện tính hàn. Hàm lượng manhê cao sẽ cản trở quá trình ép chảy hợp kim và nếu hàm lượng của cả manhệ và kẽm đều cao, hợp kim sẽ dễ bị nứt tế vi và giòn do ứng suất trong môi trường ăn mòn. Thành phần tiêu biểu của hợp kim này là Al4% Zn−2% Mg. Đôi khi hàm lượng nhỏ đồng được bổ sung vào hợp kim để cải thiện khả năng chống ăn mòn (nhưng cần thận trọng khi hàn). Đối với hầu hết hợp kim nhôm có thể nhiệt luyện được, một phần của vùng ảnh hưởng nhiệt bị suy giảm cơ tính, đòi hỏi phải nhiệt luyện toàn phần sau khi hàn thì mới có thể có được cơ tính tối ưu (ủ đồng nhất hóa tổ chức, tôi và hóa già). Tuy nhiên trong trường hợp của hợp kim Al-Zn-Mg, chỉ có thể cải thiện cơ tính của liên kết hàn sau khi hàn thông qua hóa già tự nhiên hoặc hóa già nhân tạo, và điều này làm cứng toàn bộ vùng mối hàn. Hóa già tự nhiên thường kéo dài 28 ngày. Chế độ hóa gia nhân tạo thường như sau: 24 giờ tại 130 °C; 6 giờ tại 160 °C; 16 giờ tại 100 °C; 2 giờ tại 150 °C và 2 giờ tại 180 °C. Khi hàn hợp kim Al- Zn–Mg trong môi trường khí bảo vệ, dây hàn thường dùng là loại có thành phần Al–5% Mg. Để tránh nứt, kim loại mối hàn phải chứa dưới 0,25% Cu và trên 2,5% Mg. Đôi khi dây hàn còn được hợp kim hóa thêm bằng Zr, dù nó có tác dụng không đáng kể trong việc tăng khả năng chống ăn mòn dưới ứng suất nhưng lại chống được nứt vì nguyên tố này cản trở quá trình kết tinh lại và làm mịn hạt kim loại. Hợp kim hóa bằng Ti kết hợp với B cũng có ảnh hưởng tương tự nhưng kém hơn. Dây hàn thuộc hệ Al-Zn-Mg không nên dùng vì chúng làm tăng khả năng nứt và làm trầm trọng thêm ăn mòn dưới ứng
- Vấn đề hàn hợp kim nhôm làm việc ở nhiệt độ ẩm
Nhôm và hợp kim nhôm có tính dẻo và độ dai va đập cao ở nhiệt độ thấp đến − 270 °C (nhiệt độ của helium lỏng). Do đó chúng có thể thay thế được thép không gỉ cho các ứng dụng chịu lạnh. Các hợp kim như ASME SB 209 5083 trong trạng thái ủ, được tăng bền bởi biến cứng bằng dung dịch đặc chứa 4,5% Mg và 0,7% Mn, có tính hàn tốt vì tổ chức tế vi vùng ảnh hưởng nhiệt không nhạy cảm đối với chu trình nhiệt hàn. Tính dẻo và độ dai va đập của hợp kim này là cao, đặc biệt ở nhiệt độ thấp. Các ứng dụng tiêu biểu của hợp kim 5083 (chứa 0,6% Mn; 4,45% Mg và 0,15% Cr) hoặc hợp kim 5086 (chứa 0,45% Mn; 4,0% Mg và 0,15% Cr) là các container chứa khí hóa lỏng có dung tích 50000 m. Việc hàn các hợp kim này được tiến hành bằng dây hàn 5183 (chứa 0,5÷1,0% Mn; 4,3÷5,2% Mg và 0,05÷0,25% Cr). Ngoài ra, trong lĩnh vực thiết bị tách không khí, hợp kim không thể nhiệt luyện được Al-3,5% Mg cũng được sử dụng rộng rãi trong các kết cấu hàn có chiều dày đến 40 mm. Quá trình hàn phổ biến là hàn tự động và bán tự động trong môi trường khí bảo vệ bằng điện cực nóng chảy. Dạng liên kết phụ thuộc vào chiều dày tấm (vát mép dạng chữ I, chữ V cho đến chữ U kép theo chiều dày tăng dần). Để chống biến dạng và làm mịn hạt, có thể sử dụng hàng nhiều lớp theo thứ tụ luân phiên.
Kỹ thuật hàn Nhôm và hơp kim Nhôm khi hàn TIG
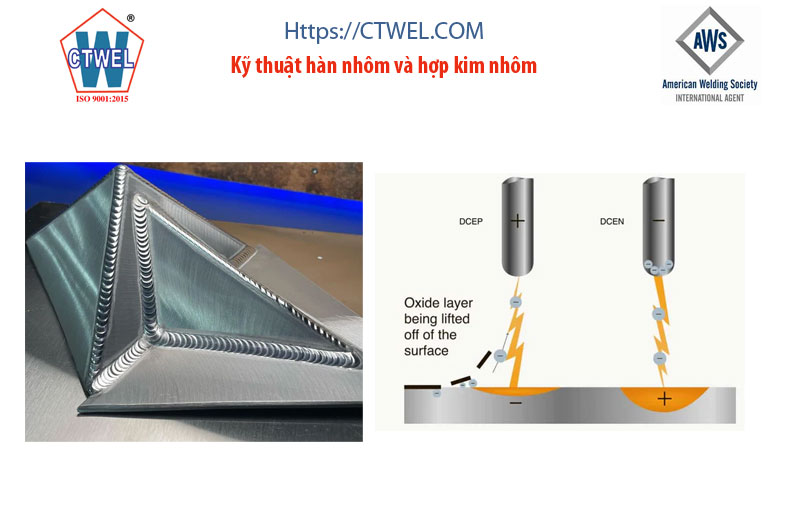
Sử dụng dòng điện xoay chiều để hàn TIG nhôm, Do AC TIG chuyển đổi giữa DCEN (điện cực dòng điện một chiều âm) và DCEP (điện cực dòng điện một chiều dương) nhiều lần trong một giây. DCEN tập trung nhiệt vào bề mặt và mang lại khả năng xuyên thấu, nhưng chỉ sau khi DCEP phá vỡ các oxit nhôm. Quá trình này xảy ra nhiều lần trong một giây. Bạn không thể nhìn thấy bằng mắt thường nhưng chính nhờ DCEP mà khi hàn nhôm có thể thực hiện bằng hàn TIG.
Kỹ thuật hàn Nhôm và hơp kim Nhôm khi hàn MIG
Không giống như dây MIG thép, dây nhôm quá mềm, do đó bạn có thể gặp vấn đề về khả năng cấp dây nếu sử dụng bộ cấp dây khi hàn thép. Cần phải sử dụng phần súng hàn nhôm chuyên biệt hoặc thiết lập hệ thống cấp dây của máy hàn MIG để sử dụng với một sợi dây nhôm.
Với hàn MIG quá trình hàn sung được sử dụng để dẩy bay lớp oxít nhôm khỏi bề mặt. Hoặc có thể áp dụng với thiết bị hàn nhôm xung kép với dải cường độ dòng điện xen kẽ giữa giá trị thấp và cao. Việc hàn nhôm xung kép thì thiết bị sẽ có giá thành cao hơn.
Kỹ thuật hàn Nhôm và hơp kim Nhôm khi hàn hồ quang tay
Việc hàn nhôm bằng phương pháp hồ quang tay là khó. Yêu cầu phải có các thợ hàn chất lượng cao và phải được đào tạo bài bản.
Thiết bị sử dụng hàn hồ quang tay phải là thiết bị hàn DCEP tiêu chuẩn, Và nó không nên thực hiện hàn nhôm với các bộ phận mỏng.
Việc hàn nhôm bằng que phải gia nhiệt trước khi hàn. Và việc kết thúc khi hàn nhôm là rất khó khăn, dễ gây khuyết tật ở phần kết thúc
