

Kỹ thuật hàn que cách chọn máy hàn chuẩn
Kỹ thuật hàn que có những đặc điểm cụ thể mà thợ hàn phải biết chọn máy hàn đúng chủng loại để có những mối hàn đẹp, đúng yêu cầu kỹ thuật và đạt năng suất khi hàn
Kỹ thuật hàn que nguyên tắc chọn máy hàn theo đường kính que.
Với nguồn điện hàn (máy hàn) có đường đặc tuyến thích hợp (đặc tuyến dốc), việc lựa chọn công suất của nguồn phụ thuộc vào cỡ (đường kính) que hàn sẽ sử dụng. Máy hàn có cường độ dòng hàn 300 +350 A và chu kỳ tải 60% được coi là máy có cỡ tiêu chuẩn vì nó dùng được cho các que hàn có đường kính từ 1,6 + 6,3 mm.
Một xưởng hàn sử dụng chủ yếu que hàn có đường kính 5 mm và 6,3 mm thì lại nên dùng nguồn điện hàn có cường độ dòng 400 + 450 A, trong khi đó, với công việc chủ yếu là hàn các tấm mỏng thì chỉ cần máy hàn có cỡ dòng 200 + 250 A vì đường kính tối đa của que hàn trong trường hợp này chỉ thường là 3,15 mm hoặc 4 mm.
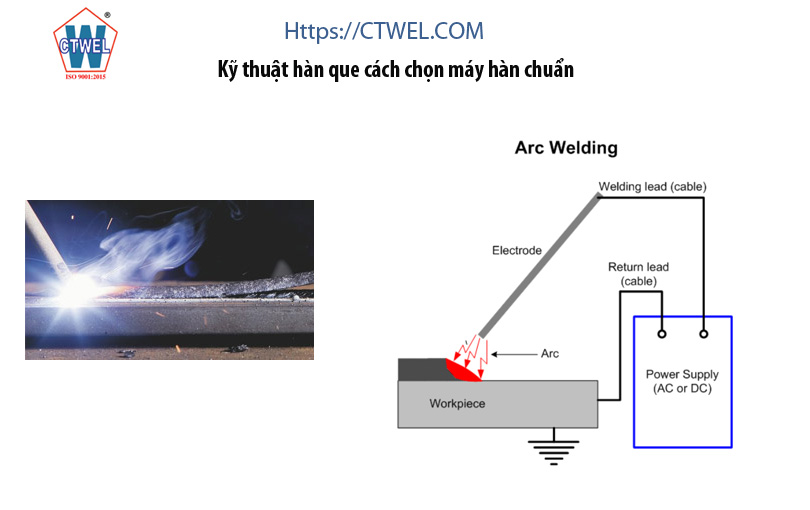
Kỹ thuật hàn que cách chọn máy hàn xoay chiều hay một chiều
Nguồn điện hàn cho dòng một chiều lẫn xoay chiều đều có thể được sử dụng cho hàn hồ quang tay. Tuy nhiên, chỉ có nguồn một chiều là thích hợp cho hàn hầu hết kim loại và mọi loại que hàn. Do đó, việc lựa chọn nguồn một chiều hay xoay chiều cần dựa trên cơ sở kim loại sẽ hàn và loại que hàn sẽ sử dụng, ví dụ, thông qua chỉ dẫn của nhà sản xuất que hàn (ghi trên nhãn hộp đựng que hàn).
Trong khi lựa chọn nguồn hàn một chiều hay xoay chiều, cần cân nhắc các yếu tố sau:
- Mọi loại que hàn đều dùng được trên máy một chiều, trong khi đó, khi hàn trên máy xoay chiều, một số loại que hàn kim loại màu và que hàn thép loại bazơ cho hồ quang không ổn định. Que hàn dùng trên máy xoay chiều thường phải chứa các chất gây ổn định hồ quang trong vỏ bọc.
- Khi dùng que hàn đường kính nhỏ, máy một chiều có ưu thế hơn máy xoay chiều, cả về khả năng gây lẫn khả năng duy trì hồ quang.
- Với mọi cỡ que hàn, máy một chiều giúp việc duy trì hồ quang ngắn dễ hơn là máy xoay chiều (trừ que hàn chứa bột sắt).
- Hàn đứng và hàn trần tấm dày trên máy một chiều dễ hơn trên máy xoay chiều (vì có thể duy trì hồ quang ổn định ở cường độ dòng hàn thấp).
- Cực hàn đối với nguồn hàn xoay chiều không có vai trò quan trọng, vì dòng hàn đổi cực liên tục trong quá trình hàn. Với nguồn hàn một chiều, dùng cực thuận (que hàn nối với cực âm) để hàn mọi loại thép (trừ que bazơ ít hydro), nhưng không dùng cho mọi kim loại màu.Khi dùng cực thuận, nhiệt của hồ quang tập trung nhiều ở que hàn, do đó tốc độ chảy và tốc độ đắp cao hơn so với dùng cực nghịch, cho phép hàn nhanh hơn, làm cho vật hàn ít bị biến dạng.Cực nghịch (que hàn nối với cực dương) được sử dụng cho hàn bằng que hàn bazơ ít hydro và cho hàn hầu hết kim loại màu. Nó cho phép hàn ngấu tối đa. Do đó cực nghịch thích hợp cho hàn các đường hàn chân có tấm lót và cho hàn đứng lẫn hàn trần (hàn ngửa). Cũng cần lưu ý rằng khi hàn hồ quang bằng điện cực vonfram trong môi trường khí trơ, vai trò của cực hàn không giống như vậy (không có ảnh hưởng của các ion kim loại và chất tạo xi trong hồ quang). Khi hàn hồ quang bằng điện cực vonfram trong môi trường khí trơ và hàn bằng điện cực không nóng chảy nói chung, 2/3 lượng nhiệt của hồ quang được tạo ra trên cực dương và 1/3 trên cực âm. Do đó người ta ưu tiên hàn bằng cực thuận để tránh nung quá mức điện cực và để đạt được mức độ hàn ngấu lớn.
- Nguồn hàn một chiều gắn liền với hiện tượng thổi lệch hồ quang, đặc biệt tại các góc, gần chỗ cuối đường hàn, hoặc tại các kết cấu có nhiều chi tiết nối với nhau, đặc biệt khi gá lắp kém. Cường độ dòng hàn lớn cũng dễ gây lệch hồ quang. Nguồn hàn xoay chiều không gây ra sự thổi lệch hồ quang.
- Sự giảm điện áp hàn khi dùng dây cáp hàn dài là vấn đề đảng quan tâm khi hàn bằng nguồn hàn một chiều lẫn xoay chiều. Cáp hàn quá dài có thể làm nguồn quá tải và làm yếu hồ quang. Nên dùng nguồn hàn xoay chiều tại nơi có khoảng cách đáng kể giữa nguồn hàn và chỗ hàn (ví dụ ở xưởng đóng tàu). Nhưng không được để cáp hàn bị cuộn lại quá mức, vì do cảm ứng có thể làm giảm công suất của nguồn và làm biến áp hàn bị quá tải. Trong mọi trường hợp, nên giữ cho chiều dài cáp hàn là tối thiểu cho từng công việc hàn cụ thể.
- Với hàn tấm mỏng, nguồn hàn một chiều có ưu thế hơn so với nguồn xoay chiều. Dòng một chiều cực thuận cho phép giảm đến mức tối thiểu hiện tượng chảy thủng tấm, nhờ chiều sâu ngấu nhỏ.
