

Kỹ thuật hàn que đẹp khi hàn đứng dưới góc nhìn của chuyên gia
Kỹ thuật hàn que đẹp khi hàn đứng sẽ được mổ sẻ chi tiết dưới góc nhìn của chuyên gia, Giúp bạn hiểu bản chất khi hàn đứng và những ưu nhược điểm của vị trí hàn này giúp bạn điều chỉnh phù hợp.
Kỹ thuật hàn que đẹp khi hàn đứng - Nguyên lý bạn cần hiểu
Do tác động của trọng lực, khi hàn đứng, kim loại lỏng có xu hướng chảy ra khỏi mối hàn. Có thể hàn đứng theo hai cách: từ trên xuống và từ dưới lên.
Hàn từ dưới lên dễ hơn hàn từ trên xuống vì ngoài sức căng bề mặt, kim loại lỏng còn được phần kim loại đã kết tinh phía dưới đỡ. Hơn nữa, điều kiện truyền nhiệt từ hổ quang vào kim loại cơ bản tốt hơn.
Kỹ thuật hàn que đẹp khi hàn đứng - Ứng với từng trường hợp cụ thể
Hàn từ dưới lên thường được áp dụng cho hàn các tấm dày. Hàn từ trên xuống áp dụng chủ yếu cho các tấm mỏng. Cường độ dòng điện hàn khi hàn đứng nhỏ hơn khi hàn sấp 10-15%. Nếu cần thực hiện dao động ngang, biên độ dao động không vượt quá 1,5 + 2 lần đường kính que hàn.
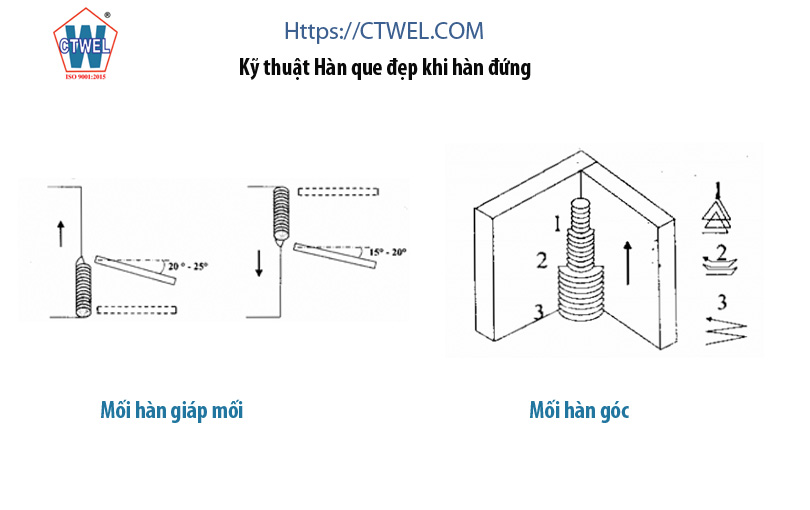
Kỹ thuật hàn que đẹp khi hàn đứng - Mối hàn giáp mối
Với mối hàn giáp mối, dạng rãnh hàn tiêu biểu là loại rãnh vát hình chữ V với góc rãnh hàn 60, mặt đáy và khe đáy 1,5 mm. Hàn thưởng được thực hiện từ dưới lên. Khi chỉ hàn từ một phía, cần sử dụng kỹ thuật "lỗ khóa".
Kỹ thuật hàn que đẹp khi hàn đứng - Mối hàn góc
Với mối hàn góc, hàn từ dưới lên được áp dụng cho hầu hết trường hợp do năng suất hàn cao. Có thể thực hiện dao động ngang que hàn. Hàn từ trên xuống ít dùng, chủ yếu chỉ dùng cho các kết cấu không cần độ bền cao hoặc hàn đường ống ngoài công trường. Que hàn loại rutil - bột sắt hoặc bazơ được ưu tiên sử dụng. Đầu que hàn tiếp xúc với đáy mối hàn khi hàn và không thể thực hiện dao động ngang. Kích thước mối hàn bị hạn chế và đáy mối hàn chỉ ngấu một phần.
