

Kỹ thuật hàn que khi hàn ngang mà tất cả các thợ hàn nên biết
Kỹ thuật hàn que khi hàn ngang là một kỹ thuật khó hơn khi hàn đứng, chúng tôi sẽ bật mí những nội dung mà tất cả các thợ hàn nên biết
Kỹ thuật hàn que khi hàn ngang khắc phục những bất lợi
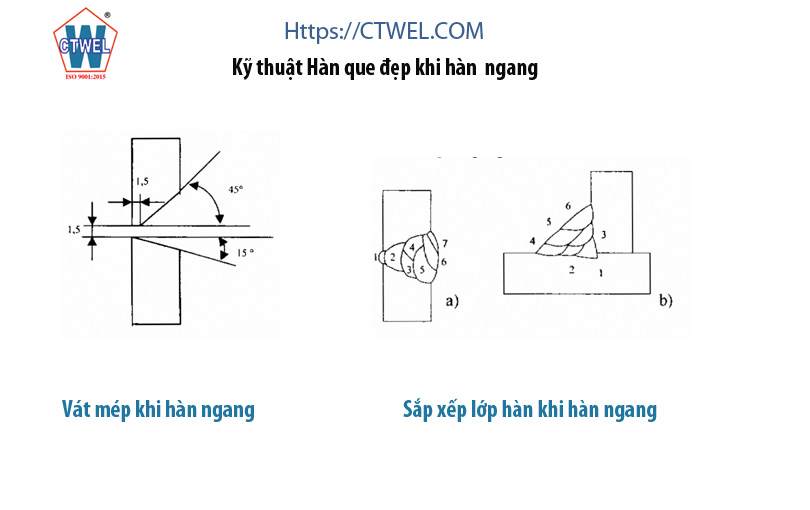
Hàn ngang khó thực hiện hơn hàn đứng vì kim loại lỏng dễ chảy xuống. Nếu phải vát mép, nên thực hiện vát mép tấm trên. Cường độ dòng điện hàn khi hàn ngang giống như khi hàn đứng.
Kỹ thuật hàn que khi hàn ngang với mối hàn giáp mối
Hàn ngang mối hàn giáp mối được thực hiện bằng cách nghiêng que hàn từ 5+10° xuống phía dưới (hơi chĩa lên trên, gần như khi hàn đứng). Trong trường hợp phải vát mép cả hai cạnh mối hàn, sau khi hàn đính (khe đáy nên vào khoảng 3,5 mm), thực hiện đường hàn đáy (lớp thứ nhất) bằng que hàn có đường kính 2,5 mm có dao động theo kỹ thuật "lỗ khóa". Chú ý tốc độ di chuyển của hồ quang qua tấm dưới lớn hơn so với khi qua tấm trên. Sau đó, các đường hàn tiếp theo được hàn mà không có dao động ngang, với chiều dài hồ quang ngắn.
Kỹ thuật hàn que khi hàn ngang với mối hàn góc
Khi hàn ngang mối hàn góc nhiều lớp, cần chú ý thay đổi góc nghiêng que hàn (so với phương thẳng đứng) tùy theo vị trí của từng đường hàn để bảo đảm hàn ngấu các cạnh hàn, ví dụ, với đường hàn 1, que hàn nghiêng 45°, với đường hàn 2, que hàn nghiêng 30° và với đường hàn 3, que hàn nghiêng 70° so với phương thẳng đứng.
